
How Do Desiccant Packaging Materials Prevent Moisture Damage in Medicines?
Pharmaceutical products are very sensitive to moisture. Even a little water can change how medicines work, make them spoil faster, or reduce their safety. Using desiccant packaging materials ensures that medicines stay strong, safe, and effective from manufacturing to the patient. These materials help protect both the product and the brand reputation. Moisture protection is not just a choice; it is a critical step for every pharmaceutical product. Companies that fail to use proper moisture control risk product recalls, damage to their reputation, and patient safety concerns.
Why Moisture Poses a Risk to Medicines
Even tiny amounts of humidity can harm tablets, capsules, powders, or liquid medicines. Moisture can cause:
- Clumping of tablets, which leads to wrong doses.
- Breakdown of liquid medicines, reducing their effectiveness.
- Caking of powders, making them hard to handle or use properly.
These issues can happen quickly if medicines are exposed to the wrong storage or shipping conditions. Controlling humidity is essential to maintain the quality and safety of medicines.
How Modern Desiccants Protect Medicines
Desiccants are materials that actively remove moisture from the environment inside packaging. Today’s technology allows for precise and efficient moisture control, making medicines safer for longer. Popular options include:
- Silica Gel Packs: These are very common and help remove moisture slowly over a long period.
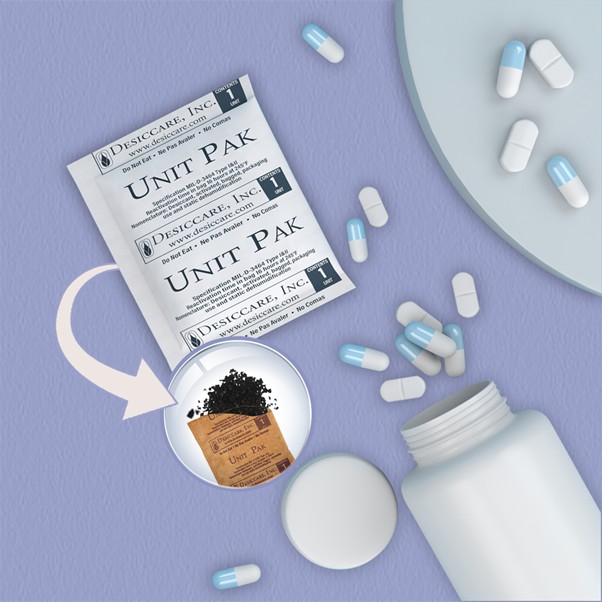
- Molecular Sieve Unit Paks: These work for highly sensitive medicines and can target specific humidity levels.
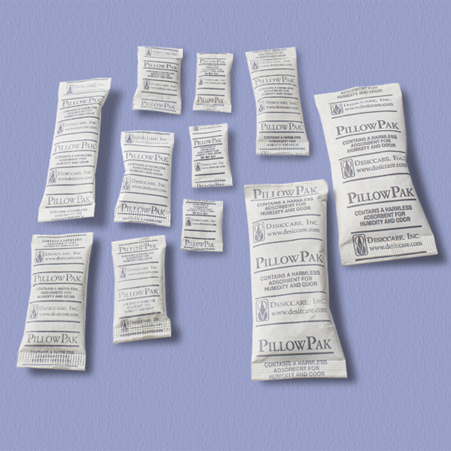
- Clay and Pillow Paks: Cost-effective solutions for products that are less sensitive but still need protection.
By absorbing moisture continuously, these desiccants create a safe and dry environment, even if external humidity changes during storage or transport.
Innovative Packaging Designs That Enhance Protection
Desiccants work best when combined with smart packaging designs. Modern packaging uses materials and features to stop moisture from entering:
- Barrier Films: Multi-layer foils prevent water vapor from passing through the packaging.
- Airtight Bottles: HDPE or PET bottles keep the internal environment stable when paired with desiccants.
- Integrated Sachets: Small desiccant pouches inside bottles or cartons provide precise moisture control.
Using a combination of desiccants and protective packaging improves efficiency, reduces waste, and protects the medicine’s quality for the long term.
Smart Monitoring for Pharmaceutical Safety
To prevent losses and maintain quality, monitoring systems are now part of packaging:
- Visual Humidity Indicators: Simple color-changing cards show if the internal moisture level is too high.
- Temperature & Humidity Sensors: These devices track conditions during shipping and storage.
- Regulatory Compliance: Aligns with FDA, EMA, and ICH standards, helping ensure products meet international safety rules.
Smart monitoring allows companies to act before medicines are damaged. This proactive approach protects patient safety and reduces financial losses.
Choosing the Right Desiccant for Each Product
Not all desiccants work the same. Choosing the right one depends on product type, container, and shipping conditions:
- Highly Sensitive Medicines: Use silica gel or molecular sieves to maintain precise humidity levels.
- Container Type: Tablets, powders, liquids, and creams all need desiccants in different forms.
- Shipping Environment: Long-distance or temperature-variable shipping requires stronger or larger desiccants.
Consulting an expert ensures the proper amount and type of desiccant is used, keeping medicines safe throughout their journey.
Partnering With Trusted Suppliers
Reliable suppliers make a big difference. They provide desiccants that are tested, certified, and consistent in quality:
- Consistency and Reliability: Packs perform exactly as expected for long-term protection.
- Expert Recommendations: Help choose the right desiccant type, size, and quantity for specific medicines.
- Regulatory Adherence: Supports compliance with strict safety and quality standards.
Choosing the right supplier ensures medicines are always protected and operations run smoothly.
Ending Note:
At Adsorbtek Solutions Inc., we offer high-performance desiccant packaging materials designed to protect sensitive medicines. Our team works closely with clients to select the best products for each formulation, ensuring stability, compliance, and long shelf life. By partnering with us, you get solutions from one of the best desiccant suppliers that guarantee reliability, safety, and quality control.
We help our customers manage moisture risks, improve product stability, and meet global regulatory standards, making sure your medicines reach patients safely and effectively.
FAQs:
1. What are desiccant packaging materials used for?
Desiccant packaging materials keep medicines dry by absorbing moisture, ensuring safety and effectiveness throughout storage and shipping.
2. How do desiccants protect tablets and powders?
They remove excess humidity inside packaging, preventing clumping, caking, or degradation of sensitive formulations.
3. Which types of desiccants work best for pharmaceuticals?
Silica gel, molecular sieve packs, and clay pouches are ideal depending on the product and shipping conditions.
4. Can desiccants help medicines during long-distance shipping?
Yes, they maintain low moisture levels even in varying temperature and humidity conditions, keeping medicines stable.
5. Why should I choose trusted suppliers for desiccants?
Reliable suppliers like Adsorbtek Solutions Inc. provide tested, compliant, and high-quality materials for consistent protection.

Why Is Bulk Desiccant for Shipping Essential for Global Pharma Distribution?
Maintaining the quality of medicines during international transport is critical. Bulk desiccant for shipping ensures pharmaceuticals remain stable, preventing moisture damage, potency loss, or contamination. With complex global supply chains, pharma manufacturers need reliable desiccant solutions to safeguard sensitive formulations while complying with international regulations. Medicines, especially tablets, capsules, powders, and biologics, are extremely sensitive to humidity. A tiny amount of water can affect their performance, stability, or safety.
1. The Science Behind Moisture Protection in Pharma Shipping
Pharmaceutical products can degrade if exposed to humidity. Bulk desiccants act like sponges, absorbing moisture inside packaging or shipping containers. This keeps medicines dry and safe.
Why It Matters:
- Prevents chemical breakdown of active ingredients
- Reduces microbial growth in high-moisture environments
- Ensures consistent product efficacy for end users
Real-World Example: Imagine tablets in a tropical country. Without desiccants, they can clump together or lose strength. Bulk desiccants prevent this by maintaining low humidity levels.
Compliance Insight: Using desiccants supports GMP and ICH Q1A stability guidelines for pharmaceutical transport.
2. Types of Bulk Desiccants for Pharma Transport
Not all desiccants perform equally. Choosing the right type depends on product sensitivity, shipment duration, and environmental conditions.
Common Options Include:
- Silica Gel: Fast moisture absorption, safe for most pharmaceuticals
- Molecular Sieve: High-capacity desiccant for extreme humidity conditions
- Clay-Based Desiccants: Economical and suitable for short-term transport
Tip: Combining different desiccant types can optimize protection across varying climates during global shipping.
Compliance Insight: Selecting desiccants that meet pharmaceutical-grade standards ensures regulatory compliance and safe transport.
3. Strategic Placement for Maximum Efficiency
Simply adding desiccants is not enough; placement determines effectiveness. Bulk desiccants should be distributed evenly across cargo to prevent moisture pockets.
Best Practices:
- Place packs near areas prone to condensation
- Avoid blocking airflow around products
- Monitor humidity with sensors for critical shipments
Example: In a container of vials, placing desiccants near the corners and top ensures the air inside stays dry.
Compliance Insight: Proper placement aligns with IATA and WHO guidelines for temperature and humidity control in pharma logistics.
4. Protecting Medicines Through Global Supply Chains
Shipping pharmaceuticals internationally exposes products to diverse climates. From tropical ports to cold storage warehouses, uncontrolled humidity can compromise product quality.
Bulk Desiccant Advantages:
- Maintains optimal humidity levels during long transit
- Minimizes risk of condensation and packaging damage
- Ensures safe delivery even in extreme weather conditions
Example: A shipment from Asia to Europe can face high humidity in tropical ports and dry cold air in airplanes. Bulk desiccants balance humidity inside the container.
Compliance Insight: Using bulk desiccants helps meet international transport regulations for medicinal products, avoiding penalties or shipment rejection.
5. Bulk Desiccants and Cost Efficiency
Moisture damage can lead to massive financial losses due to spoiled inventory or product recalls. Bulk desiccants reduce risk, saving manufacturers money.
Benefits for Pharma Businesses:
- Lowers product waste and replacement costs
- Reduces delays caused by damaged shipments
- Supports consistent delivery schedules for global clients
Example: A shipment of vaccines exposed to high humidity could lose potency, requiring costly replacement. Bulk desiccants prevent this, ensuring investment protection.
Compliance Insight: Documented desiccant usage demonstrates adherence to stability and quality standards, supporting regulatory audits.
6. Partnering With Trusted Desiccant Suppliers
Reliable suppliers ensure high-quality desiccants and proper packaging solutions. Expert guidance is crucial for selecting the right desiccant type, quantity, and placement.
What to Expect from Suppliers:
- Verified pharmaceutical-grade desiccants
- Regulatory compliance documentation
- Support for container design and distribution strategies
Example: A supplier can recommend the exact number of silica gel packs needed for a 20-foot container carrying sensitive medications.
Compliance Insight: Partnering with certified suppliers ensures adherence to ISO, GMP, and IATA standards.
7. Enhancing Operational Safety and Product Confidence
Bulk desiccants provide peace of mind for manufacturers, distributors, and pharmacists. Controlled humidity reduces risks and protects product integrity.
Operational Advantages:
- Minimizes moisture-related complaints from clients
- Ensures compliance with quality control measures
- Strengthens brand trust in the pharmaceutical market
Example: Hospitals receiving medicines can rely on consistent quality, even if the shipment traveled through humid ports.
8. Advanced Monitoring With Humidity Sensors
Modern shipping uses digital humidity sensors alongside bulk desiccants. These sensors track moisture in real time and alert suppliers if conditions change.
Benefits:
- Immediate notification of humidity spikes
- Ability to take corrective action before damage occurs
- Improved traceability for compliance reporting
Compliance Insight: Digital monitoring supports FDA, EMA, and WHO requirements for real-time environmental control.
9. Regulatory and Compliance Considerations
Global pharma distribution is tightly regulated. Bulk cargo desiccants must meet pharmaceutical-grade quality standards and comply with GMP, ISO, IATA, and WHO guidelines.
Key Compliance Points:
- Documentation for regulatory audits
- Validation of desiccant efficacy
- Safe handling and placement protocols
Example: Incorrect desiccant placement can lead to moisture damage and regulatory non-compliance, risking shipment rejection.
In Closing:
Global pharmaceutical distribution requires precise moisture control. Using container desiccant packaging with bulk desiccants ensures medicines reach their destination intact, safe, and effective. At Adsorbtek Solutions Inc., our bulk desiccant solutions are tailored to meet international compliance standards. We provide guidance on desiccant type, placement, and quantity, giving our clients confidence in every shipment. Protect your products and your brand with our proven solutions today.
Contact Adsorbtek Solutions Inc. to enhance your pharmaceutical shipments with reliable bulk desiccant protection and ensure product safety across the globe.
FAQs:
Q1: Why are bulk desiccants important for shipping pharmaceuticals?
A1: Bulk desiccants control moisture levels during transport, protecting medicines from degradation and ensuring they remain safe and effective.
Q2: How do bulk desiccants work in pharma shipments?
A2: They absorb excess humidity inside containers, preventing chemical breakdown, clumping, or microbial growth in medicines.
Q3: Can bulk desiccants help comply with global regulations?
A3: Yes, using certified bulk desiccants supports GMP, ISO, IATA, and WHO guidelines for pharmaceutical shipping.
Q4: What types of bulk desiccants are commonly used?
A4: Silica gel, molecular sieves, and clay-based desiccants are preferred, each suited for specific humidity conditions and product needs.
Q5: How should desiccants be placed in shipping containers?
A5: Even distribution near moisture-prone areas ensures optimal humidity control, maintaining medicine quality and regulatory compliance.

What Makes Pharma Packaging Suppliers Essential for Pharmaceutical Compliance?
In pharmaceutical manufacturing, reliable pharma packaging suppliers are a key part of keeping medicines safe and effective. Packaging is more than just a container; it protects sensitive drugs from moisture, oxygen, and contamination. Suppliers with technical knowledge help companies follow strict rules and regulations while making sure the medicine works as intended.
Understanding Compliance in Pharma Packaging
Pharmaceutical compliance means following strict rules set by authorities like the FDA, EMA, and WHO. These rules make sure medicines are safe and effective. If rules are ignored, it can cause drug recalls, legal trouble, or harm to patients. Proper packaging acts like a shield, keeping medicines safe during storage, transportation, and even when the medicine reaches the patient.
Key points:
- Helps manufacturers follow USP, ISO, and pharmacopeia standards.
- Reduces risks of contamination or chemical changes in the drug.
- Provides tracking and records for inspections and audits.
The Role of Material Selection
Choosing the right material is very important to keep medicines stable and effective. Suppliers study different materials like glass, plastic, aluminum, and laminated films to see which works best. High-quality materials prevent moisture, oxygen, or light from damaging the medicine.
Material considerations include:
- Making sure the material does not react with the medicine.
- Strong barrier properties to block moisture, air, and sunlight.
- Durability so the medicine stays safe during storage and transport.
By using the correct materials, medicines stay effective for longer, and patients get safe, reliable products.
Precision in Packaging Design
How packaging is designed matters a lot. Suppliers include features like tamper-evident caps, child-resistant closures, and airtight seals to protect medicine. Every small detail can prevent contamination and ensure correct dosing.
Design highlights:
- Special closures for liquids, powders, creams, and ointments.
- Easy-to-use designs that reduce errors during handling.
- Labels with codes to track and trace products.
Good design helps patients, pharmacists, and manufacturers handle medicine safely.
Quality Control and Testing Standards
Suppliers do strict testing to make sure packaging works as expected. They test for durability, strength, and how well the packaging blocks air, moisture, and other harmful elements.
Testing essentials:
- Check how much moisture or air can get into the packaging.
- Test the stability of medicine under heat, cold, or humidity.
- Make sure the packaging doesn’t break or leak during shipping.
These tests prevent medicines from losing effectiveness and protect patient safety.
Supplier Expertise and Regulatory Support
Suppliers do more than just provide packaging materials. They act as partners, guiding manufacturers on regulations, labeling, and documentation. Their expertise reduces mistakes and ensures medicines meet all rules before reaching the market.
Support services include:
- Help with following the regulatory guidelines for packaging.
- Assistance with paperwork and audit readiness.
- Custom solutions for medicines that are sensitive or hard to package.
Experienced suppliers save manufacturers time and cost while improving overall safety.
Impact on Supply Chain Efficiency
The right supplier makes the supply chain smooth and reliable. They provide high-quality materials on time, which keeps production running without delays. This also reduces waste caused by damaged or non-compliant packaging.
Supply chain benefits:
- Streamlined ordering and stock management.
- Lower risk of faulty packaging affecting production.
- Ability to scale production when needed without delays.
By maintaining efficiency, suppliers help medicines reach patients quickly and safely.
Advanced Packaging Solutions for Sensitive Medicines
Some medicines, like vaccines, biologics, and certain liquid formulations, are very sensitive to environmental factors. Suppliers help by offering high-barrier packaging and innovative designs that maintain stability. For instance, laminated films or multi-layered tubes can protect drugs from oxygen and moisture, ensuring the medicine remains effective.
Solutions include:
- Special pouches, bottles, and tubes for sensitive medicines.
- Tamper-proof and child-resistant options.
- Serialization and labeling for traceability.
Such advanced packaging protects medicines from loss in quality, ensuring patient safety and regulatory compliance.
Final Words:
Pharmaceutical companies need trusted partners for effective packaging. At Adsorbtek Solutions Inc., our experience and expertise ensure our pharmaceutical packaging solutions meet the highest standards. From material selection to quality control, we provide solutions that protect sensitive drugs, maintain compliance, and optimize production. Partnering with us guarantees safe, reliable, and fully compliant packaging for your medicines.
Contact Adsorbtek Solutions Inc. today to explore how our pharmaceutical packaging solutions can meet your compliance and safety needs.
FAQs:
1. Why are pharma packaging suppliers important for our products?
Trusted pharma packaging suppliers help us maintain drug safety, protect against contamination, and ensure full regulatory compliance.
2. How do suppliers choose the right packaging material for sensitive medicines?
Suppliers assess chemical stability, barrier properties, and durability to ensure our medicines remain effective during storage and transport.
3. What role does packaging design play in pharmaceutical compliance?
Proper design with tamper-evident seals and child-resistant features ensures our medicines meet regulations and reach patients safely.
4. How does quality testing from suppliers benefit our medicines?
Thorough testing prevents leakage, contamination, and degradation, guaranteeing our products maintain potency and patient safety.
5. Can suppliers help with regulatory and documentation requirements?
Yes, experienced suppliers guide us on labeling, serialization, and compliance, reducing errors and speeding up market readiness.

Why Is Proper Humidity Control for Shipping Essential for Pharmaceuticals?
Maintaining precise humidity control for shipping is no longer optional in pharmaceutical logistics; it’s essential. Medicines, vaccines, and sensitive formulations are highly prone to moisture damage during transit. Even minor humidity fluctuations can alter chemical composition, reduce shelf life, or compromise safety. Pharmaceutical companies now rely on advanced shipping strategies to safeguard products and maintain regulatory compliance. Humidity affects everything from tablets to vaccines. Even a small rise in moisture can make capsules stick together, powders clump, or syrups lose their effectiveness. Ensuring the right environment during shipping protects patients and prevents costly losses.
The Hidden Threat of Moisture on Medicines
- Moisture can cause tablets to dissolve prematurely, capsules to soften, and powders to clump.
- Excess humidity can trigger chemical reactions in sensitive formulations, reducing potency.
- Even short-term exposure to high moisture levels during shipping can make products unsellable.
Imagine a medicine powder that turns into a lump because of tiny water drops during transit. That medicine could lose its effect, causing problems for patients and companies alike. Recognizing these risks highlights why humidity control is a non-negotiable requirement for pharmaceuticals.
Advanced Packaging Techniques That Control Humidity
- Multi-layered packaging prevents moisture from entering containers.
- Desiccant pouches absorb water vapor, maintaining the microclimate inside shipments.
- Airtight and temperature-stable containers protect formulations against sudden environmental changes.
Modern packaging acts like a protective shield. For example, when vaccines are shipped internationally, advanced boxes with desiccants ensure they don’t get damaged in humid climates or during air transport. Smart packaging combined with monitoring systems ensures medicines reach patients safely and intact.
Choosing the Right Desiccants for Pharmaceuticals
- Molecular sieve packs are ideal for high-humidity routes due to superior moisture absorption.
- Silica gel unit paks effectively maintain low humidity for smaller shipments.
- Quantity, type, and placement of desiccants directly impact protection efficiency.
Choosing the right desiccant is a science. Using too few or placing them incorrectly can allow moisture inside, while the right configuration keeps the shipment perfectly dry. It’s like adding the right number of sponges in a box to absorb all the water without leaving any behind.
Real-Time Monitoring: The Key to Safe Shipping
- Humidity and temperature sensors track environmental conditions throughout the supply chain.
- Data logs confirm shipments meet regulatory standards and help identify risks early.
- Alerts allow logistics teams to take corrective action before products are compromised.
These sensors work like tiny watchdogs inside shipments. They constantly check if the medicine is safe. If humidity rises, alerts notify the team to act quickly, preventing damage. Real-time monitoring adds another layer of protection, making pharmaceutical shipping much safer and more reliable.
Overcoming Common Challenges in Global Shipping
- Long transit routes expose shipments to diverse climates, risking moisture intrusion.
- Multimodal shipping, air, sea, and land, introduces varying temperatures and humidity levels.
- Inadequate packaging or insufficient desiccants can lead to product recalls or financial loss.
Shipping medicines across continents is complex. Imagine a vaccine leaving a cool warehouse in Europe, crossing hot deserts, and landing in a tropical country. Without proper humidity control, the formulation could fail. Careful planning and robust packaging strategies solve these challenges and protect sensitive formulations.
How Industrial Desiccant Solutions Make a Difference
- Industrial-grade desiccants regulate humidity inside bulk containers efficiently.
- They reduce condensation, moisture build-up, and oxidation during shipping.
- High-capacity desiccants are compatible with complex supply chains and long-duration shipments.
Industrial desiccants act like a strong umbrella for medicines. They keep moisture away even on long journeys or in extreme climates. When combined with airtight containers and sensor monitoring, these desiccants ensure medicines arrive intact, effective, and safe for patients.
Best Practices for Humidity Control in Pharmaceutical Logistics
- Layered Protection: Combine desiccants, airtight containers, and insulation.
- Climate Mapping: Plan routes according to environmental conditions along the way.
- Periodic Testing: Sample shipments to ensure the packaging performs as expected.
- Compliance Documentation: Maintain records to satisfy regulatory requirements and audits.
Implementing these practices ensures that medicines maintain their quality from the factory to the patient. Companies avoid losses, recalls, and reputation damage, while patients receive safe and effective medications every time.
Closing Note:
At Adsorbtek Solutions Inc., our expertise in industrial desiccant solutions enables us to deliver tailored humidity control strategies that safeguard pharmaceutical shipments. Our team evaluates shipment size, route, and climate to select the right desiccants, placement, and monitoring systems. By relying on our solutions, businesses can ensure medicines maintain potency, remain compliant, and reach patients safely.
Contact Adsorbtek Solutions Inc. today to secure your pharmaceutical shipments with industry-leading humidity control. Protect sensitive formulations and maintain compliance with our reliable, expert solutions.
FAQs:
1. Why is humidity control for shipping crucial for pharmaceuticals?
Proper humidity control prevents moisture damage, maintains potency, and ensures safe delivery of sensitive medicines during transit.
2. How do desiccants help in pharmaceutical shipping?
Desiccants absorb excess moisture, keeping medicines stable and preventing clumping, degradation, or chemical changes during transport.
3. Can sensors improve shipping safety for pharmaceuticals?
Yes, real-time humidity and temperature sensors monitor conditions, alerting us to act before any product quality is compromised.
4. What are common challenges in global pharmaceutical shipping?
Varied climates, long transit times, and multimodal transport increase moisture exposure, requiring precise humidity control strategies.
5. How can businesses ensure compliance during pharmaceutical transport?
By using advanced packaging, industrial desiccants, and proper documentation, we guarantee medicines meet regulatory standards safely.

How Does Molecular Sieve Pillow Pak Support Long-Term Drug Storage Requirements?
Maintaining the stability of moisture-sensitive pharmaceuticals during storage and transport is critical for efficacy and regulatory compliance. Molecular sieve pillow pak plays a crucial role in safeguarding drugs by controlling relative humidity, preventing hydrolysis, crystallization, and potency loss. Engineered with precise desiccant compounds and barrier materials, these pillow paks are tailored for high-value pharmaceuticals that demand stringent storage conditions. Their consistent performance across various storage scenarios ensures both product integrity and regulatory adherence.
Critical Desiccant Compounds in Pillow Paks
The effectiveness of a molecular sieve pillow pak depends on the desiccant chemistry:
- Type 3A and 4A molecular sieves: Highly selective for water molecules, providing robust protection for moisture-sensitive APIs. Their crystalline structure allows for rapid adsorption of moisture even in high-humidity conditions.
- Activated alumina: Adds complementary adsorption capacity and is compatible with neutral pH-sensitive formulations, preventing chemical interactions.
- Silica gel composites: Integrated for dual-phase adsorption, enhancing overall performance in variable environmental conditions and extending operational life of the desiccant.
- Barrier laminates and films: Medical-grade, multi-layer laminates create a vapor-impermeable seal, ensuring moisture does not infiltrate during long-term storage or transit.
By combining these compounds strategically, pillow paks maintain a controlled microenvironment, preventing degradation pathways in both solid and liquid dosage forms.
Optimized Design for Uniform Moisture Control
Design precision determines how effectively pillow paks protect pharmaceuticals:
- Even desiccant distribution prevents localized moisture pockets that can compromise stability.
- Shape and surface area optimization maximizes adsorption efficiency across container surfaces, ensuring uniform moisture capture.
- Sealing integrity with high-barrier laminates ensures consistent performance over multi-month storage cycles, reducing the need for frequent monitoring.
Extended design considerations also include layered pouches and venting structures to accommodate high-volume shipments while maintaining uniform humidity protection throughout the pallet or container.
Compliance with Pharmaceutical Standards
Molecular sieve pillow paks must meet rigorous pharma guidelines to be viable:
- GMP-aligned production: Guarantees consistent moisture adsorption capacity across batches.
- FDA packaging requirements: Ensure moisture thresholds are met and materials are inert with APIs.
- ICH Q1A/B stability testing: Confirms drugs retain potency and stability over long-term storage, including under accelerated conditions.
- Pharma-grade validation: Confirms all desiccant compounds, barrier materials, and packaging films are compatible with regulatory expectations and do not introduce contaminants.
Meeting these standards reduces regulatory risks, ensures batch-to-batch reliability, and aligns with global storage requirements for high-value pharmaceuticals.
Advantages for Long-Term Drug Storage
Using molecular sieve pillow paks provides measurable benefits for pharmaceutical storage:
- Extended shelf life: Protects against hydrolysis, crystallization, and potency loss.
- Maintained drug efficacy: Ensures APIs remain therapeutically active throughout their intended shelf life.
- Streamlined logistics: Reduces sensitivity to external humidity and temperature fluctuations, enabling flexible storage options.
- Scalable applications: Suitable for bulk shipments, multi-pallet transport, and multi-container storage without compromising performance.
These advantages are critical for manufacturers handling high-value biologics, vaccines, or temperature-sensitive solid and liquid formulations, where every unit’s integrity is paramount.
Verification and Monitoring of Desiccant Performance
Continuous monitoring ensures pillow pak efficiency over storage and transit periods:
- Humidity indicator cards: Provide visual confirmation of moisture ingress inside containers.
- Adsorption testing: Confirms the desiccant is performing within expected operational parameters.
- Sealing checks: Validate barrier integrity across multi-layer laminate films.
- Compatibility tests with APIs: Ensure no chemical interactions occur, protecting both potency and stability.
These measures support quality assurance programs and align with global regulatory expectations, ensuring that each pharmaceutical batch maintains its safety profile.
Selection Criteria for Pharmaceutical Applications
Choosing the correct pillow pak involves a detailed evaluation of multiple factors:
- Desiccant type and quantity: Must match moisture sensitivity of the specific drug formulation.
- Container material and dimensions: Influence adsorption efficiency and overall humidity control.
- Storage duration and environmental conditions: Determine the required desiccant load and barrier specifications.
- Regulatory compliance: Must meet GMP, FDA, and ICH standards to avoid storage-related quality failures.
Proper selection ensures optimal performance, minimizes degradation risk, and supports predictable shelf-life performance, even in complex distribution chains.
Integration Into Supply Chains
Molecular sieve pillow paks are designed for seamless integration into pharmaceutical packaging and logistics systems:
- Automated filling compatibility: Reduces handling errors and contamination risk during packaging.
- Predictable adsorption rates: Maintain consistent quality across shipments and batches.
- Multi-format adaptability: Compatible with bottles, cartons, and palletized shipments, enabling operational flexibility.
- Reduced operational intervention: Maintains regulatory compliance without additional monitoring or adjustments during transport.
These factors enable manufacturers to ensure product integrity while optimizing efficiency across the supply chain.
Final Note:
At Adsorbtek Solutions Inc., our molecular sieve pillow pak solutions are engineered for pharmaceuticals that require reliable long-term storage and regulatory compliance. By combining precise desiccant compounds like 3A and 4A molecular sieves, activated alumina, and silica gel composites with robust multi-layer barrier laminates, we ensure drug stability, prevent moisture ingress, and maintain controlled relative humidity. Our expertise extends to seamless integration into packaging lines and supply chain operations. Partner with us for advanced polyester coil desiccant packaging solutions designed to protect your products and preserve their quality throughout storage and transport.
Secure your moisture-sensitive pharmaceuticals with Adsorbtek Solutions Inc. today. Enhance long-term storage performance and regulatory compliance with our molecular sieve pillow pak solutions.
FAQs:
Q1: What is a molecular sieve pillow pak?
A molecular sieve pillow pak is a pharma-grade desiccant pouch designed to control humidity and protect moisture-sensitive drugs during storage and transport.
Q2: How does it support long-term drug storage?
It maintains a controlled microenvironment by adsorbing moisture, preventing hydrolysis, crystallization, and potency loss in pharmaceuticals.
Q3: What compounds are used in these pillow paks?
Common compounds include 3A/4A molecular sieves, activated alumina, and silica gel composites, combined with multi-layer barrier laminates.
Q4: Are molecular sieve pillow paks compliant with regulations?
Yes, they are manufactured according to GMP, FDA, and ICH guidelines, ensuring consistent performance and regulatory adherence.
Q5: How are pillow paks integrated into pharmaceutical packaging?
They can be incorporated into bottles, cartons, pallets, or containers, providing uniform humidity control throughout the supply chain.

Why Do Cosmetic Brands Choose Laminated Tubes for Cosmetics Over Plastic Tubes?
In modern cosmetic manufacturing, laminated tubes for cosmetics are preferred for their ability to maintain product integrity, comply with regulatory standards, and enhance consumer experience. Unlike conventional plastic tubes, laminated solutions use multi-layer composites and barrier technologies that prevent oxidation, moisture ingress, and microbial contamination, ensuring formulations remain stable throughout their lifecycle. These tubes also offer superior printability, allowing brands to convey their premium positioning effectively.
Multi-Layer Barrier Technology Protects Active Ingredients
Cosmetic formulations often contain sensitive compounds like vitamins, peptides, and essential oils that are highly reactive to environmental factors. Laminated tubes protect these ingredients through:
- Aluminum foil layers that block oxygen and light penetration
- Polyester (PET) and polyethylene layers providing structural strength and moisture resistance
- Barrier coatings preventing interaction with the cosmetic formulation
This multi-layer design ensures ingredients like retinol or ascorbic acid remain potent for extended periods. It also prevents oxidative reactions that can compromise fragrance, color, and texture.
Precision Dispensing Enhances User Experience
Packaging impacts not only safety but also consumer satisfaction. Laminated tubes offer:
- Controlled flow caps for accurate dispensing of creams and gels
- Consistent product texture delivery with minimal residue
- Flexible tube walls allowing full product usage without waste
Brands can customize dispensing mechanisms for high-viscosity formulations like hair gels or light creams. The precision dispensing reduces customer frustration while preserving hygiene, ensuring every use delivers consistent product performance.
Compliance-Driven Material Selection for Safety and Quality
Regulatory standards demand strict material compliance. Laminated tubes are manufactured considering:
- FDA and ISO-approved laminates for cosmetic use
- GMP-compliant production lines ensuring material traceability and hygiene
- Non-leaching adhesives and coatings compatible with both aqueous and oil-based formulations
Compliance extends beyond safety; it protects brands from potential recalls and ensures smooth entry into regulated markets, including the EU and North America. This reliability is critical for cosmetic lines with premium ingredients or patented formulations.
Customizable Design for High-Volume Manufacturing
Modern cosmetic production demands packaging that integrates with automated processes. Laminated tubes allow:
- Variable wall thicknesses to accommodate different viscosities
- Sealable nozzle tips for hygienic filling
- Compatibility with high-speed filling machines minimizing downtime and contamination risks
In addition, brands can select tube shapes, print finishes, and barrier layer combinations to differentiate their packaging in competitive retail environments, while maintaining functionality for mass production.
Durability and Stability During Distribution
During shipping, cosmetic products face temperature fluctuations and mechanical stress. Laminated tubes maintain stability by:
- Reinforced multi-layer construction preventing punctures and leaks
- Barrier protection against humidity and UV exposure
- Retention of fragrance, color, and texture throughout the supply chain
For international shipments, these tubes minimize degradation caused by variable climate conditions. They are particularly effective in protecting formulations containing volatile compounds or sensitive oils, which can react to oxygen or moisture.
Advanced Compounds in Laminated Tubes for Cosmetics
The effectiveness of laminated tubes depends on precise selection of compounds and processing:
- Aluminum foil provides exceptional oxygen and light barrier
- Polyethylene (PE) layers for chemical inertness and heat sealability
- Polyester (PET) layers adding mechanical strength and printability
- Adhesives and coatings ensuring laminate integrity without leaching into the product
- Optional barrier resins to increase resistance for highly reactive formulations
Additionally, some tubes incorporate siliconized inner layers to improve compatibility with active ingredients or UV-blocking pigments for extra protection. These compounds ensure high stability for cosmetic products requiring longer shelf life and rigorous transport conditions.
Why Leading Brands Trust Laminated Tubes
Laminated tubes are preferred because they combine efficiency, safety, and aesthetics. For cosmetic brands, the tubes are more than packaging; they are an extension of product quality. By selecting laminates that meet regulatory requirements, contain active ingredients safely, and support high-speed production, brands maintain consumer trust while reducing product losses.
Laminated tubes also allow brands to:
- Reduce waste and improve product utilization
- Offer differentiated designs for premium positioning
- Maintain consistency for multi-batch production
This combination of performance, compliance, and design flexibility explains why laminated tubes are becoming the standard in modern cosmetic packaging.
Final Look:
At Adsorbtek Solutions Inc., our laminated tubes for cosmetics are engineered to meet both cosmetic and pharmaceutical-grade packaging requirements. Using advanced laminates, barrier coatings, and validated sealing processes, we ensure products remain safe, stable, and visually appealing throughout their lifecycle. Our solutions meet the specific compound requirements for sensitive formulations while supporting high-volume production lines. For pharmaceutical applications, we also supply laminated tubes for pharma, engineered for strict compliance and long-term stability. Partner with us to safeguard your formulations and enhance consumer satisfaction.
Connect with Adsorbtek Solutions Inc. today to optimize your packaging and protect product integrity from production to end-use.
FAQs:
1. Why do cosmetic brands prefer laminated tubes over plastic tubes?
Laminated tubes provide superior barrier protection against oxygen, moisture, and light, ensuring product stability and longer shelf life.
2. What materials are used in laminated tubes for cosmetics?
Commonly used materials include aluminum foil, polyethylene, polyester, and specialized adhesives for chemical resistance and sealing.
3. Can laminated tubes handle sensitive formulations like vitamins or essential oils?
Yes, multi-layer laminates prevent degradation of sensitive ingredients, maintaining potency, fragrance, and texture during storage and shipping.
4. Are laminated tubes compatible with automated production lines?
They are designed for high-speed filling and sealing, with customizable wall thickness and nozzle configurations to suit different viscosities.
5. How do laminated tubes protect cosmetics during transport?
Multi-layer construction prevents leaks, punctures, and moisture ingress, ensuring products remain stable across varying temperature and humidity conditions.
Why Compliance-Driven Brands Partner With Proven Pharma Desiccant Suppliers
Maintaining moisture control in pharmaceutical products is not optional; it’s a compliance requirement. Pharma desiccant suppliers provide engineered solutions that prevent hydrolysis, oxidation, and microbial growth in sensitive drugs, ensuring active pharmaceutical ingredients (APIs) retain their stability throughout production, storage, and distribution. Effective moisture control safeguards product integrity, reduces recall risks, and ensures compliance with FDA and GMP guidelines. Additionally, these solutions streamline supply chains by mitigating risks associated with high-value or temperature-sensitive shipments.
Moisture Threats in High-Value Pharma Products
Even minor humidity variations can trigger chemical and physical degradation in drugs. Moisture risks include:
- Hydrolysis of APIs: Certain APIs, such as ampicillin and ceftriaxone, degrade rapidly when exposed to excess water, reducing potency.
- Excipient Instability: Lactose, starch, and other moisture-sensitive excipients can clump or dissolve unevenly, affecting dosage uniformity and formulation consistency.
- Packaging Weakness: Laminated tubes, blister packs, and high-barrier containers may fail if RH levels exceed recommended thresholds, impacting shelf life.
- Cross-Contamination Risk: Moisture can accelerate microbial growth in multi-drug storage, creating contamination hazards.
Pharma desiccants create a controlled microenvironment, maintaining stability across APIs and excipients, and complying with USP <671> and ICH Q1A stability standards.
Key Complexes Used in Pharma Desiccants
Pharmaceutical desiccants rely on precise chemical complexes for effective moisture absorption:
- Silica Gel: Provides high-capacity adsorption for both liquid and solid dosage forms, with color-indicating variants allowing visual monitoring of saturation levels.
- Molecular Sieves: Zeolite-based materials selectively adsorb water molecules, ideal for highly hygroscopic APIs and products requiring ultra-low moisture conditions.
- Calcium Oxide: Rapidly absorbs water in high-humidity environments, commonly paired with silica gel for multi-layer protection.
- Clay and Bentonite: Economical desiccants suitable for moderate moisture-sensitive products, commonly used in bulk packaging.
- Activated Carbon Additives: Remove residual moisture while controlling odors, particularly in multi-component formulations.
The correct combination of these complexes ensures tailored protection based on API sensitivity, storage conditions, and regulatory standards.
Compliance Essentials for Pharma Desiccant Applications
Brands rely on pharma desiccant suppliers to meet rigorous regulatory requirements:
- GMP Integration: Manufacturing, storage, and handling of desiccants must comply with ISO 9001 and WHO GMP protocols, ensuring process consistency.
- FDA Guidelines: Desiccants must be chemically inert, non-toxic, and validated to maintain moisture within defined limits.
- ICH Stability Testing: Validated performance across accelerated and long-term storage ensures desiccants consistently control relative humidity.
- Container Compatibility: Tubes, bottles, blister packs, and multi-pallet shipments must accommodate desiccants without compromising integrity or chemical stability.
Meeting these compliance essentials reduces the risk of regulatory action, product recalls, and financial loss.
Integrating Desiccants Into Packaging Lines
Efficient integration enhances desiccant performance and operational reliability:
- Automated Desiccant Insertion: Ensures consistent placement in multi-unit packaging, reducing human error and production downtime.
- Custom Unit Paks and Pillow Paks: Engineered to fit blister packs, bottles, and multi-pallet shipments, providing uniform moisture control across all units.
- Humidity Monitoring: Inline RH sensors enable real-time verification of environmental control, allowing proactive adjustments to desiccant placement or quantity.
- Layered Protection Strategies: Combining molecular sieve paks with silica gel canisters ensures redundancy, preventing moisture spikes even in complex packaging.
- Process Documentation: Maintaining validation logs for insertion, monitoring, and compliance supports audit readiness and regulatory traceability.
Operational Advantages of Trusted Suppliers
Partnering with experienced suppliers provides measurable business benefits:
- Reduced Product Loss: Proper moisture control prevents API degradation, batch rejection, and costly recalls.
- Regulatory Assurance: Solutions align with FDA, EMA, USP, and ICH guidelines, ensuring compliance in global markets.
- Scalable Solutions: Adaptable from small R&D batches to multi-pallet international shipments, facilitating supply chain flexibility.
- Technical Expertise: Suppliers provide guidance on chemical compatibility, packaging designs, and performance validation.
- Efficiency Gains: Optimized desiccant placement reduces material waste, labor costs, and potential downtime in production lines.
These advantages collectively strengthen product reliability, operational performance, and brand reputation.
Ending Note:
At Adsorbtek Solutions Inc., we deliver scientifically validated, regulation-ready solutions for moisture-sensitive pharmaceuticals. Our silica gel unit pak and molecular sieve designs are engineered to integrate seamlessly into production lines, meeting GMP, FDA, and ICH compliance requirements. From sensitive APIs to multi-pallet shipments, our desiccants maintain product integrity, extend shelf life, and enhance operational efficiency. Partner with us to implement tailored moisture-control strategies that protect your high-value pharmaceutical products while ensuring complete regulatory adherence.
Contact Adsorbtek Solutions Inc. to implement validated, compliance-driven pharma desiccant solutions today.
FAQs:
1. What are pharma desiccant suppliers?
Pharma desiccant suppliers provide engineered moisture-control solutions for pharmaceutical packaging to maintain product stability and compliance.
2. Why is moisture control critical in pharma products?
Moisture can degrade APIs, destabilize excipients, and reduce shelf life, affecting efficacy and regulatory compliance.
3. What types of desiccant complexes are used in pharmaceuticals?
Common complexes include silica gel, molecular sieves, activated carbon, calcium oxide, and bentonite, tailored to specific APIs.
4. How are desiccants integrated into packaging lines?
They are inserted as unit paks or pillow paks, with automated placement and humidity monitoring for consistent moisture control.
5. How do desiccant solutions support regulatory compliance?
They ensure stability under GMP, FDA, and ICH guidelines, supporting audits, documentation, and international shipment requirements.

What Quality Parameters Define Effective Silica Gel Canister Packaging?
Pharmaceutical products are extremely sensitive to moisture, which can trigger degradation, reduce efficacy, or compromise shelf life. Silica gel canister packaging is a critical component in maintaining product integrity throughout production, storage, and shipping. High-value APIs and moisture-sensitive excipients demand canisters that meet stringent quality standards, integrate effective desiccant complexes, and comply with GMP and FDA guidelines to ensure optimal protection. Properly engineered packaging safeguards your product while ensuring regulatory compliance and operational efficiency.
Material Integrity: The First Line of Defense
The packaging material itself determines how effectively a canister prevents moisture ingress. Modern silica gel canisters are engineered using:
- High-Density Polyethylene (HDPE) or Aluminium Alloys: Provide strong mechanical resistance and high moisture barrier properties.
- Chemical Inertness: Avoids interaction with APIs, excipients, or coating layers.
- USP <671> Compliance: Ensures the material meets pharmaceutical moisture permeability and stability standards.
Additional Considerations:
- Thickness uniformity affects absorption rates and structural resilience.
- Compatibility with sterilization methods like gamma radiation or autoclaving is essential for sensitive APIs.
- Surface smoothness and anti-static properties prevent adherence of powders or fine particulate formulations.
The combination of durable materials and chemical compatibility ensures the canister performs reliably under varying storage and transport conditions.
Desiccant Composition: Optimizing Adsorption
The desiccant inside the canister is the core functional element. Effective packaging leverages pharma-grade desiccant complexes, such as:
- Silica Gel: High surface area granules provide consistent moisture adsorption.
- Molecular Sieves: Capture trace moisture in highly sensitive APIs.
- Activated Carbon: Removes odors and volatile contaminants during storage.
- Calcium Oxide and Bentonite Blends: Act as supplementary moisture buffers for multi-layer packaging.
Technical Insights:
- Granule size and porosity directly impact adsorption kinetics.
- Layered desiccant arrangements optimize airflow and moisture capture efficiency.
- Moisture indicators integrated within the desiccant allow visual verification of performance.
These complexes are selected based on API sensitivity, storage conditions, and shelf-life requirements, ensuring uniform performance over time.
Canister Design: Balancing Functionality and Efficiency
Packaging design impacts adsorption efficiency and overall protection. Quality canisters feature:
- Optimized Internal Geometry: Ensures even airflow and prevents channeling of moisture.
- Sealing Mechanisms: Screw caps, snap-fit closures, or vacuum-sealed lids maintain airtight conditions.
- Stacking and Handling Features: Reduces the risk of deformation or leakage during transport.
Design Sub-Pointers:
- Internal ridges and baffles direct moisture evenly across the desiccant bed.
- Multi-layer seals enhance redundancy and extend shelf-life under extreme conditions.
- Transparent or semi-transparent bodies allow inspection without opening the canister.
Designing for consistent performance across multiple batches is crucial for GMP-compliant pharmaceutical packaging.
Regulatory Compliance: Meeting Pharma Standards
Compliance is non-negotiable in pharmaceutical packaging. Critical regulatory considerations include:
- GMP Guidelines: Ensures reproducible moisture control and packaging validation.
- FDA Requirements: Canisters must meet safety, labeling, and documentation standards.
- ICH Stability Protocols (Q1A & Q1B): Packaging must maintain controlled humidity during stability testing.
Additional Compliance Measures:
- Batch traceability ensures accountability from production to distribution.
- Documentation must include desiccant weight, adsorption capacity, and seal integrity test results.
- Temperature and humidity cycling tests confirm stability under transit and storage conditions.
Every canister must be traceable, validated, and supported by documented QA protocols to meet audits and inspections.
Performance Verification: Metrics for Quality Assurance
Routine monitoring ensures canisters consistently deliver performance. Key QA parameters include:
- Humidity Sensors: Track relative humidity within the canister during storage.
- Weight and Adsorption Testing: Confirms silica gel and molecular sieves maintain absorption capacity.
- Visual Inspection: Detects moisture ingress, discoloration, or desiccant clumping.
Verification Sub-Pointers:
- Periodic re-testing of desiccant adsorption ensures consistent moisture control over multiple shipments.
- Shelf-life simulations help predict canister performance under high-humidity conditions.
- Instrumentation like moisture analyzers or gravimetric testing validates batch performance.
These verification measures reduce risk, ensure compliance, and guarantee API stability from production to end-user delivery.
Customization for Pharmaceutical Requirements
Advanced silica gel canister packaging adapts to product-specific needs. Parameters for customization include:
- Dosage Form Sensitivity: Powdered APIs vs. liquid formulations require different desiccant loads.
- Environmental Conditions: High-humidity regions demand higher adsorption capacity.
- Container Size and Volume: Optimized to ensure uniform desiccant distribution and product protection.
Optimization Strategies:
- A combination of molecular sieves with silica gel enhances performance for ultra-sensitive APIs.
- Integrated moisture indicators and color-changing desiccants allow easy field verification.
- Custom fill volumes prevent excessive headspace, which can reduce adsorption efficiency.
Custom solutions enhance operational efficiency while maintaining consistent moisture control across diverse supply chains.
Closing Note:
Selecting effective silica gel pillow pak solutions requires expertise in material selection, desiccant complexes, design, and compliance. At Adsorbtek Solutions Inc., we combine silica gel, molecular sieves, activated carbon, and calcium oxide in carefully engineered canisters that meet GMP and FDA standards. Our solutions ensure predictable moisture control, protect sensitive APIs, and deliver robust performance across production, storage, and shipping. Partner with us to optimize your packaging lines and safeguard pharmaceutical products from degradation and moisture-related failures.
FAQs:
1. What is the role of silica gel canister packaging in pharma products?
It maintains low humidity inside containers, preventing degradation of moisture-sensitive APIs and extending shelf life.
2. Which desiccant compounds are commonly used in canisters?
Silica gel, molecular sieves, activated carbon, and calcium oxide are standard to ensure optimal moisture control.
3. How does canister design affect performance?
Internal geometry, sealing mechanisms, and material integrity ensure uniform moisture absorption and prevent ingress during storage and transit.
4. What regulatory standards must effective canisters meet?
GMP compliance, FDA packaging guidelines, and ICH stability protocols ensure safety, reliability, and validated performance.
5. How can the performance of silica gel canisters be verified?
Humidity sensors, adsorption capacity testing, and visual inspection confirm consistent moisture control across batches.
How Does Adsorbent Quality Influence Activated Carbon Desiccant Packaging Performance?
Activated carbon desiccant packaging plays a vital role in protecting moisture-sensitive products during storage and transit. Its effectiveness relies heavily on the quality of the adsorbent used. High-grade activated carbon ensures efficient moisture and odor adsorption, maintaining product stability and extending shelf life. In industries like pharmaceuticals, nutraceuticals, and food products, even slight moisture penetration can compromise product integrity. This makes choosing the right adsorbent critical for ensuring consistent quality throughout the supply chain. Using premium adsorbent materials in desiccant packaging also prevents contamination and maintains the product's original properties. Poor-quality carbon can introduce impurities, reducing effectiveness and potentially affecting product safety. Reliable activated carbon desiccant packaging ensures sensitive goods remain safe, dry, and ready for use, even under challenging environmental conditions.
How Adsorbent Purity Affects Performance
The purity of activated carbon determines how well the desiccant can trap moisture and contaminants. Impurities can reduce adsorption efficiency, compromising product safety. Using high-purity adsorbents minimizes the risk of chemical interactions and maintains consistent performance, especially in critical industries like pharmaceuticals and nutraceuticals.
- Enhanced Absorption: High-quality carbon offers a larger surface area for moisture and gas adsorption.
- Reduced Contaminants: Purity prevents leaching of unwanted substances into the packaged product.
- Consistent Results: Reliable performance ensures predictable protection across multiple shipments.
High-purity carbon is particularly essential for pharmaceutical packaging, where maintaining sterility and preventing chemical interference is mandatory. Even minor impurities can compromise regulatory compliance, highlighting the importance of adsorbent quality in packaging solutions.
Particle Size and Adsorption Efficiency
Particle size significantly impacts the adsorption rate in activated carbon desiccant packaging. Smaller particles provide greater surface area, improving moisture capture, but may create higher airflow resistance. Optimal particle size balances adsorption efficiency and package compatibility, ensuring uniform protection without affecting container handling.
- Fine particles: High absorption, slower airflow.
- Medium particles: Balanced performance, optimal for most packaging.
- Coarse particles: Lower absorption, faster airflow.
Choosing the right particle size also influences how quickly the desiccant responds to sudden humidity changes. For shipping over long distances or in variable climates, the correct particle size ensures that moisture is absorbed rapidly, protecting sensitive goods from degradation.
The Role of Surface Area and Porosity
Adsorbent performance depends on surface area and porosity. Activated carbon with a highly porous structure traps moisture, gases, and odors effectively. Higher porosity improves the desiccant’s ability to maintain stable relative humidity inside the package, desiccants for sensitive products during long-distance shipping.
- Micropores: Capture moisture at a molecular level.
- Mesopores: Adsorb larger molecules and odors.
- Macropores: Allow efficient airflow and distribution.
Products like pharmaceuticals, nutraceuticals, and electronics require precise moisture control. Adsorbents with high surface area and optimal pore distribution provide consistent protection, ensuring goods arrive in their original quality. By selecting carbon with tailored porosity, packaging performance can meet specific product needs.
Quality Standards and Compliance
High-quality activated carbon desiccant packaging must comply with international standards to guarantee safety and reliability. Compliance with FDA, USP, and ISO guidelines ensures the desiccant is free from toxic residues, safe for contact with pharmaceuticals, and performs as intended under variable storage conditions.
- FDA 21 CFR: Ensures safety for pharma packaging.
- USP <670>: Confirms moisture protection standards.
- ISO 9001: Guarantees manufacturing consistency and quality control.
Compliance also builds trust with clients and regulators, confirming that the adsorbent used in packaging adheres to strict quality benchmarks. It is essential for companies shipping sensitive products internationally, where regional regulations vary.
How Adsorbent Stability Impacts Long-Term Storage
Adsorbent stability is critical for long-term storage of moisture-sensitive products. Low-quality carbon may degrade or lose adsorption capacity over time, exposing contents to moisture and odors. High-quality activated carbon ensures stable performance throughout the product lifecycle, maintaining efficacy until the point of use.
- Long shelf life: Consistent adsorption over months.
- Reliable protection: Avoids premature moisture damage.
- Storage resilience: Performs well under fluctuating temperature and humidity.
Maintaining stability is particularly important for products with long distribution chains. Reliable adsorbents prevent spoilage, reducing waste and preserving brand reputation. Selecting a desiccant with high structural integrity ensures that it continues to perform optimally, regardless of storage conditions.
Final Thoughts:
High-grade adsorbent quality directly affects activated carbon desiccant packaging performance. At Adsorbtek Solutions Inc., our focus is on delivering premium desiccant solutions that safeguard moisture-sensitive goods during storage and shipping. By using adsorbents that meet strict quality and compliance standards, our packaging solutions protect products from moisture, odors, and contamination throughout their lifecycle. Our desiccant packs for containers are designed to maintain product integrity under various environmental conditions, giving businesses confidence in their logistics and storage processes.
Contact Adsorbtek Solutions Inc. today to explore our superior activated carbon desiccant packaging solutions tailored to your shipping and storage requirements.
FAQs:
1. What is activated carbon desiccant packaging?
Activated carbon desiccant packaging is designed to absorb moisture and odors, protecting sensitive products during storage and transport.
2. Why does adsorbent quality matter in desiccants?
High-quality adsorbents ensure consistent moisture control, prevent contamination, and maintain product stability over time.
3. How does particle size affect desiccant performance?
Smaller particles increase surface area for adsorption, while optimal sizing balances efficiency and airflow inside packaging.
4. What compliance standards apply to desiccant packaging?
Standards like FDA 21 CFR, USP <670>, and ISO ensure safety, performance, and suitability for pharmaceuticals.
5. Can activated carbon desiccants maintain long-term product integrity?
Yes, premium desiccants remain stable and effective over extended storage, safeguarding moisture-sensitive items until use.

Why Is Tensile Strength Important in Cotton Coil Packaging for Pharma?
Maintaining product integrity during storage and transport is crucial in the pharmaceutical sector. Cotton coil packaging plays a significant role in ensuring the safety of sensitive pharmaceutical products. One of the critical factors determining the effectiveness of this packaging is tensile strength. Strong and reliable packaging protects medicines from mechanical stress and environmental factors, preserving their quality and shelf life. Additionally, tensile strength ensures uniformity across all packaging rolls, allowing for predictable handling and storage performance across production batches. This consistency is vital for pharmaceuticals that require strict adherence to safety and efficacy standards.
Understanding Tensile Strength in Pharmaceutical Packaging
Tensile strength measures how much pulling force a material can withstand before breaking. In cotton coil packaging, this property ensures that the packaging remains intact during handling, transport, and storage. High tensile strength prevents tearing, stretching, or puncturing, which could expose products to contamination or moisture. For pharmaceutical products, even minor damage can compromise efficacy and safety.
- Durability Under Stress: Packaging must endure physical stress during shipping, storage, and handling. Strong coils reduce the risk of tearing during stacking and movement.
- Consistency Across Batches: Uniform tensile strength ensures that every roll of cotton coils maintains reliable protection, reducing variability in product safety.
- Enhanced Shelf Life: Strong packaging reduces exposure to environmental factors, preserving product integrity for long-term storage and distribution.
- Protection Against Mishandling: Tensile strength allows the packaging to withstand accidental drops, impacts, or friction during loading and unloading operations.
Key Factors Affecting Tensile Strength
Several elements influence the tensile strength of cotton coil packaging. Understanding these factors helps manufacturers choose the right materials and processes for optimal protection.
- Material Quality: High-grade cotton fibers increase resistance to tearing and punctures, ensuring longer-lasting protection.
- Weaving and Density: Tightly woven coils enhance structural integrity and load-bearing capacity, preventing deformation under pressure.
- Moisture Content: Properly dried cotton prevents weakening of fibers over time, maintaining strength during shipping and storage.
- Treatment and Coating: Protective coatings or treatments can enhance tensile properties, improve barrier performance, and maintain hygiene standards.
- Storage Conditions: Environmental factors, such as temperature and humidity, can affect tensile properties; consistent storage ensures packaging remains reliable.
Compliance and Industry Standards
Pharmaceutical packaging must adhere to strict regulatory requirements. Ensuring the correct tensile strength aligns with industry standards for safety and quality, including FDA and USP regulations. Compliance with these standards is critical for maintaining the stability of drugs, avoiding contamination, and achieving approval for distribution.
- FDA 21 CFR Compliance: Ensures packaging materials meet safety criteria for pharmaceutical use.
- USP <661> Testing: Confirms integrity and strength of packaging under stress conditions, maintaining product safety.
- ISO Standards: Provides consistent quality metrics for tensile strength and material durability, ensuring predictable performance across shipments.
- Regular Quality Audits: Monitoring tensile strength through routine tests supports regulatory compliance and reduces the risk of product recalls.
Impact of Tensile Strength on Product Protection
Proper tensile strength in cotton coil packaging reduces the risk of product loss or contamination. During transport, pharmaceutical products face vibrations, stacking pressure, and environmental changes. Strong coils act as a protective layer, cushioning the contents and maintaining barrier properties.
- Mechanical Protection: Reduces tearing or punctures from rough handling and transportation hazards.
- Moisture Control: Maintains barrier effectiveness against humidity or condensation, preventing degradation of sensitive medicines.
- Safe Handling: Supports easier handling for operators, reduces accidental damage, and ensures smooth operations during logistics.
- Enhanced Stability: Packaging with proper tensile strength maintains form and function, even under extended storage periods or long supply chains.
Choosing the Right Cotton Coil Packaging
Selecting packaging with appropriate tensile strength requires careful evaluation of product type, shipment conditions, and storage requirements. Pharmaceutical manufacturers often conduct tensile testing and quality inspections to ensure each batch meets required performance levels.
- Testing Protocols: Standardized tensile tests validate material performance and ensure consistency across batches.
- Custom Specifications: Coil density, thickness, and fiber quality can be tailored according to product fragility and handling conditions.
- Long-Term Storage: High-strength coils maintain durability over extended periods under controlled environmental conditions.
- Supplier Selection: Choosing experienced suppliers ensures adherence to industry standards and consistent product quality.
Final Note:
Strong tensile strength in cotton coil packaging is not just a technical specification; it directly influences product safety and reliability. At Adsorbtek Solutions Inc., our approach ensures high-quality cotton coils that meet stringent compliance standards and deliver consistent protection. Our packaging solutions are designed to handle the demands of pharmaceutical transport and storage while maintaining product integrity. We ensure that every roll meets regulatory standards and tensile performance metrics, giving our clients peace of mind. With our expertise, pharmaceutical companies can rely on cotton coils for bottle packaging to safeguard their products through every stage of distribution.
Protect your pharmaceutical products with reliable cotton coil packaging. Contact Adsorbtek Solutions Inc. today for customized solutions designed to meet your safety and compliance needs.
FAQs:
1. What is the tensile strength in cotton coil packaging?
Tensile strength measures the force a cotton coil can withstand before breaking, ensuring product protection during handling and transport.
2. Why is tensile strength critical for pharmaceuticals?
High tensile strength prevents tearing or punctures, maintaining product integrity and avoiding contamination or degradation.
3. How is tensile strength tested in cotton coil packaging?
Standardized tensile tests evaluate fiber quality, coil density, and material performance to ensure consistency across batches.
4. Can packaging tensile strength affect shelf life?
Yes, stronger coils reduce exposure to environmental stress, preserving the stability and efficacy of pharmaceutical products.
5. What standards ensure proper tensile strength in packaging?
Compliance with FDA 21 CFR, USP <661>, and ISO standards guarantees safe and reliable cotton coil packaging.

How Does Cargo Desiccant Packaging Protect Against Seasonal Humidity Changes?
Maintaining product integrity during transit is crucial, and cargo desiccant packaging plays a vital role in shielding shipments from fluctuating humidity. Seasonal changes can cause moisture variations that compromise product quality, making effective moisture control essential for sensitive goods. Properly designed desiccant packaging adapts to a wide range of environmental conditions, offering a reliable solution for global shipping needs.
Understanding Seasonal Humidity Challenges
- Humidity spikes: High moisture levels during rainy or humid seasons can accelerate corrosion, mold growth, and product degradation.
- Low humidity impacts: Dry seasons can cause packaging shrinkage or material brittleness, leading to potential leaks or contamination.
- Temperature fluctuations: Changes in temperature amplify humidity effects, stressing conventional packaging systems.
By understanding these challenges, businesses can deploy targeted moisture control strategies that maintain product quality throughout transit. Seasonal variations are often unpredictable, and even short-term exposure to high or low humidity can compromise product safety. For sensitive shipments, recognizing these risks is the first step toward robust moisture management.
Mechanism of Cargo Desiccant Packaging
- Moisture adsorption: Desiccants absorb excess moisture inside containers, preventing condensation and damp conditions.
- Humidity stabilization: They maintain an optimal internal environment, protecting products from seasonal swings in moisture.
- Material compatibility: Desiccants are engineered to work with various cargo types, including pharmaceuticals, electronics, and food items.
The absorption process involves a chemical or physical reaction between the desiccant material and water molecules, ensuring consistent humidity control. This mechanism ensures sensitive goods are transported safely, reducing risks associated with seasonal humidity fluctuations. In addition, the right packaging design complements desiccant efficiency, helping to maximize moisture protection across the entire shipment.
Types of Desiccants Used in Cargo Packaging
- Silica gel: Highly effective for general moisture absorption, suitable for most shipping conditions.
- Clay-based desiccants: Ideal for moderate moisture control in bulk shipments.
- Molecular sieves: Specialized for extreme humidity conditions, offering consistent performance under challenging climates.
- Activated carbon blends: Provide dual protection by adsorbing moisture and reducing odors or chemical vapors.
Selecting the correct desiccant type based on shipment requirements ensures consistent performance and product protection. Different desiccants have unique moisture adsorption rates and capacities, making it important to consider factors like container size, transit duration, and seasonal conditions. Using multiple desiccant types together can also enhance protection, creating a layered defense against moisture.
Testing and Compliance Standards
- Moisture Vapor Transmission Rate (WVTR) tests: Evaluate packaging efficiency in blocking moisture penetration.
- Container integrity tests: Ensure seals and packaging materials withstand seasonal stress.
- Regulatory compliance: Packaging meets standards such as U.S. FDA, EU Food Safety, and international shipping guidelines.
Regular testing guarantees that desiccants and packaging perform effectively under varying seasonal conditions. It also helps businesses monitor desiccant performance over time, making adjustments for shipments exposed to extreme humidity or long transit periods. Compliance with global standards ensures that cargo meets regulatory expectations and minimizes the risk of product recalls.
Benefits of Effective Cargo Desiccant Packaging
- Preserved product quality: Prevents moisture-induced damage, ensuring shipments arrive intact.
- Reduced returns and losses: Minimizes spoilage or rejection due to humidity-related issues.
- Extended shelf life: Maintains stability for sensitive products such as biologics, nutraceuticals, and electronics.
- Operational efficiency: Reduces the need for emergency interventions or repackaging during transit.
These benefits make cargo desiccant packaging a critical investment for businesses managing seasonal shipments. Companies that use advanced desiccant solutions can maintain customer satisfaction and reduce operational costs caused by moisture-related damages.
Best Practices for Seasonal Shipping
- Optimal desiccant placement: Positioning desiccants near moisture-sensitive areas enhances protection.
- Container monitoring: Use data loggers to track humidity changes and desiccant performance in transit.
- Pre-conditioning shipments: Adjust packaging environment to reduce exposure to extreme seasonal moisture changes.
- Proper storage before shipping: Maintain containers in controlled conditions to maximize desiccant efficiency.
Following these practices ensures maximum protection from seasonal humidity effects. Proper planning also helps anticipate environmental changes during transit, allowing businesses to choose the most suitable desiccant type and quantity for each shipment.
Ending Note:
Our cargo dry plus packaging solutions are designed to adapt to seasonal variations, offering reliable moisture control across global supply chains. At Adsorbtek Solutions Inc., our focus is on providing packaging systems that maintain product integrity, extend shelf life, and protect against environmental fluctuations. With customized cargo desiccant packaging, businesses can manage seasonal humidity effectively, ensuring consistent product quality while reducing losses and compliance risks.
Strengthen your shipments against seasonal humidity. Contact Adsorbtek Solutions Inc. for tailored cargo desiccant packaging solutions today.
FAQs:
What is cargo desiccant packaging?
Cargo desiccant packaging uses moisture-absorbing materials to maintain stable humidity, protecting sensitive goods during transit.
How does it protect products from seasonal humidity?
Desiccants absorb excess moisture and stabilize internal conditions, preventing spoilage or damage during fluctuating humidity.
Which industries benefit most from desiccant packaging?
Pharmaceuticals, nutraceuticals, electronics, and food shipments benefit, as they are highly sensitive to moisture changes.
What types of desiccants are commonly used?
Silica gel, clay-based desiccants, molecular sieves, and activated carbon blends provide different levels of moisture control.
How can I monitor desiccant effectiveness during transit?
Humidity data loggers and container testing help track performance, ensuring products remain protected throughout shipping.

How Can Pharmaceutical Packaging Solutions Reduce Contamination Risks
Pharmaceutical packaging solutions play a critical role in ensuring the safety and efficacy of medicines by minimizing exposure to contaminants. In the pharmaceutical industry, protecting formulations from moisture, dust, microbes, and chemical interference is essential. Advanced packaging methods create a controlled barrier, maintaining product stability from manufacturing through delivery. Proper packaging reduces spoilage, preserves potency, and guarantees patient safety, making it a fundamental part of pharmaceutical supply chains.
Ensuring Hygienic Packaging Environments
Maintaining a sterile environment during packaging is vital for contamination control. Controlled humidity, filtered air, and cleanroom practices prevent microbial and particulate intrusion. Using high-quality pharmaceutical packaging materials ensures that external elements cannot penetrate, safeguarding sensitive tablets, capsules, injectables, and powders.
- Employing cleanroom-approved packaging materials minimizes dust and microbial contamination.
- Sealing mechanisms prevent air and particle ingress, maintaining formulation integrity.
- Incorporating microbial-resistant coatings provides additional protection for moisture-sensitive drugs.
Routine monitoring of cleanroom environments and strict adherence to GMP standards ensure that pharmaceutical products are packaged under conditions that reduce the risk of contamination at every stage.
Barrier Properties and Material Selection
Packaging materials with superior barrier properties are essential to prevent contamination. Multi-layer laminates, high-density plastics, and aluminum foils effectively block moisture, oxygen, and light, which can compromise drug stability. Selecting the correct material based on formulation type ensures longer shelf life and minimizes degradation risks.
- Aluminum and laminated barriers protect light-sensitive and hygroscopic compounds.
- Plastic containers with low permeability safeguard formulations prone to moisture absorption.
- Combination materials, such as foil-plastic laminates, provide maximum chemical and physical protection.
Choosing the right material depends on the type of pharmaceutical product, its shelf-life requirements, and storage conditions, ensuring consistent performance from packaging to patient delivery.
Tamper-Evident Features for Safety
Incorporating tamper-evident elements is critical for preventing contamination and ensuring integrity during handling and transit. Seals, caps, and closures designed to show evidence of interference provide assurance that the medication remains untouched and uncontaminated until use.
- Breakable seals on bottles and vials clearly indicate any unauthorized opening.
- Shrink bands add an additional visible layer of protection.
- Visible indicators on closures alert consumers to tampering, ensuring confidence and safety.
Tamper-evident features also support regulatory compliance, meeting requirements for safe pharmaceutical packaging while protecting brand integrity and patient trust.
Controlled Atmosphere and Moisture Management
Pharmaceutical packaging solutions often integrate moisture and oxygen control systems to maintain product stability. Desiccants, oxygen absorbers, and vacuum-sealed containers protect formulations from environmental factors. These measures prevent microbial growth, chemical reactions, and physical changes that could compromise product safety.
- Silica gel and molecular sieve canisters manage humidity inside containers.
- Oxygen scavengers prevent oxidation in highly sensitive formulations.
- Vacuum-sealed and inert gas-flushed packaging reduces the chance of contamination during shipping and storage.
These systems are especially critical for biologics, nutraceuticals, and moisture-sensitive medications, where even minor exposure can alter potency or cause degradation.
Rigorous Testing and Compliance
Regular testing ensures that packaging solutions meet contamination prevention standards. Barrier integrity, mechanical strength, and microbial resistance are evaluated to guarantee compliance with regulatory requirements. Adherence to FDA, USP, and EU guidelines provides assurance that packaging maintains safety during storage and distribution.
- Leak and burst testing confirms container integrity under stress.
- Microbial challenge tests validate the effectiveness of barrier and closure systems.
- Compliance with U.S. FDA 21 CFR, USP <671>, and EU regulations ensures global standards are met.
By conducting these tests routinely, manufacturers can identify potential vulnerabilities in packaging design and make necessary improvements to reduce contamination risks.
Logistics and Transportation Considerations
Pharmaceutical products are exposed to varying environmental conditions during transit. Advanced packaging solutions mitigate contamination risks by maintaining controlled internal conditions. Properly designed shipping containers desiccant systems ensure that medications remain stable across global distribution channels.
- Shock-absorbing designs prevent physical damage to containers during handling.
- Temperature-stable packaging maintains efficacy for thermosensitive formulations.
- Desiccant integration protects moisture-sensitive drugs from humidity variations in shipping environments.
Monitoring and selecting packaging solutions tailored to specific transit requirements is crucial for preserving drug quality and preventing contamination before reaching healthcare providers and patients.
Enhancing Shelf Life and Product Quality
Effective pharmaceutical packaging solutions directly enhance shelf life and maintain product quality. By controlling environmental exposure, preventing microbial contamination, and protecting against physical damage, medicines retain their intended potency and safety profile throughout their lifecycle.
- Optimized barrier selection ensures maximum protection for each formulation.
- Desiccant integration reduces the risk of degradation in moisture-sensitive drugs.
- Tamper-proof features maintain product safety and regulatory compliance.
Maintaining consistent performance across storage and transport conditions ensures patients receive medications that meet the highest safety standards.
Closing Note:
At Adsorbtek Solutions Inc., our pharmaceutical packaging solutions are engineered to reduce contamination risks at every stage, from manufacturing to delivery. By combining advanced barrier technologies, tamper-evident systems, and controlled moisture management, we ensure the stability, safety, and compliance of your formulations. Our shipping desiccant packaging solutions provide reliable protection, enhancing product shelf life and maintaining quality across global distribution networks. Contact us today to optimize your pharmaceutical packaging strategies and safeguard your products.
FAQs:
1. What are pharmaceutical packaging solutions?
Pharmaceutical packaging solutions are materials and systems designed to protect medicines from contamination, moisture, and environmental damage during storage and transit.
2. How do packaging solutions prevent contamination?
They use barriers, tamper-evident seals, and controlled atmosphere systems to block microbes, moisture, and external pollutants.
3. Why is barrier integrity important in pharmaceutical packaging?
Barrier integrity ensures drugs remain stable and safe, preventing degradation or potency loss over their shelf life.
4. What role do desiccants play in packaging?
Desiccants manage moisture levels inside containers, protecting sensitive formulations from humidity-induced spoilage.
5. How does testing ensure packaging effectiveness?
Regular testing of seals, barrier strength, and microbial resistance verifies that packaging maintains safety and compliance standards.
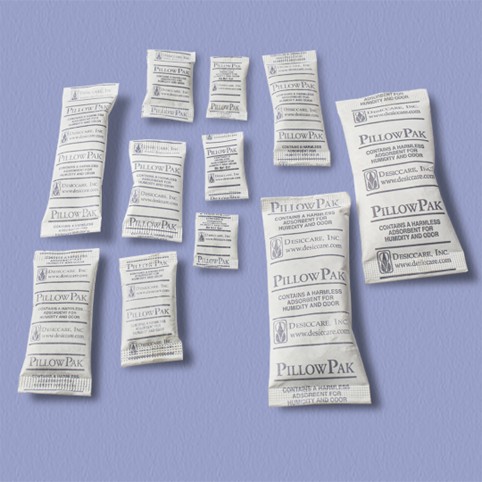
What Parameters Define the Performance of Desiccant Packs for Containers in Global Supply Chains?
Ensuring the integrity of sensitive cargo during international transport requires precise moisture control. Desiccant packs for containers play a pivotal role in preventing condensation, hydrolysis, and degradation of products ranging from pharmaceuticals to electronics. These packs are engineered to create a controlled micro-environment within shipping containers, reducing the risk of spoilage and preserving product quality throughout transit. Their performance is influenced by multiple technical and operational factors, which determine how effectively they protect cargo under varied shipping conditions.
Understanding Moisture Adsorption Capacity
The effectiveness of desiccant packs is primarily determined by their ability to adsorb and retain moisture. Factors influencing adsorption include:
- Material composition: Common desiccants such as calcium chloride, silica gel, and molecular sieves each offer distinct moisture absorption properties. Calcium chloride, for example, is highly hygroscopic, absorbing moisture rapidly and efficiently. Silica gel, on the other hand, works better in moderate humidity environments and maintains consistent adsorption over time.
- Relative humidity conditions: Packs perform differently under high versus low RH levels; selecting the correct desiccant type for specific environments is crucial. In tropical shipping routes, high RH desiccants are recommended, while temperate or dry routes require different specifications.
- Weight-to-absorption ratio: Efficient packs absorb up to 300% of their weight, ensuring sufficient protection for the cargo volume. This parameter helps determine the number and size of desiccant packs required for different container sizes.
By analyzing these parameters, logistics teams can ensure that packs are both cost-effective and technically adequate for the cargo type.
Placement and Distribution Within Containers
Optimal placement of desiccant packs enhances their efficiency by ensuring even moisture control. Key considerations include:
- Positioning near walls or corners where condensation is most likely.
- Strategic spacing to cover the entire container volume uniformly.
- Avoid areas with airflow obstruction to maintain consistent humidity reduction.
Advanced shipping protocols may include placing desiccants at multiple levels within containers or integrating them alongside cargo pallets to maximize protective coverage. Such practices help reduce localized moisture hotspots, which can cause damage even if average RH levels are within acceptable limits.
Monitoring Relative Humidity (RH) Levels
Maintaining consistent RH is critical for cargo stability, particularly for moisture-sensitive APIs, food products, or electronics. Effective packs should:
- Maintain RH levels within the safe range for the specific cargo type.
- Provide measurable reductions in condensation risk.
- Support compliance with quality standards during storage and transport.
Some advanced desiccant packs are now paired with embedded RH indicator cards, allowing personnel to verify real-time humidity levels and take corrective action if thresholds are exceeded. This approach provides an additional layer of risk mitigation for high-value shipments.
Mechanical Integrity and Packaging Design
The physical durability of the desiccant pack is vital in harsh supply chain environments. Considerations include:
- Material strength: Bags or sewn cloth bags prevent leaks while maintaining breathability.
- Size and form factor: Packs are available in sizes like 500 g or 1500 g, suited to container volume and cargo type.
- Compliance standards: Certified under U.S. FDA, MIL Spec 3464, EU RoHS, and REACH, ensuring that packs meet global regulatory requirements.
Durable packaging design is especially important for containers subject to long transit times, vibration, and stacking pressures, where fragile packs could rupture, compromising moisture control.
Chemical Stability and Safety Compliance
Performance also depends on chemical reliability and regulatory adherence:
- Calcium chloride absorbs moisture efficiently without releasing harmful byproducts.
- Compliance with FDA and EU regulations ensures safety in pharmaceutical and food transport.
- Certified desiccants reduce contamination risk while meeting international shipping standards.
Regular chemical stability testing ensures that the desiccant maintains consistent absorption capacity throughout its shelf life and under varied transport conditions, reinforcing cargo safety.
Cargo Dry Pak Efficiency
A study conducted on Cargo Dry Pak (500 gm) in pharmaceutical shipments demonstrated its high adsorption capability and uniform moisture control in standard shipping containers. The calcium chloride-based pack absorbed over 300% of its weight in moisture, reducing RH fluctuations and preventing condensation over a 30-day transit period. Its performance verified compliance with FDA and MIL Spec standards. Additional observations highlighted that strategic placement near container walls improved moisture distribution significantly, minimizing risk for moisture-sensitive APIs.
Integrating Desiccant Packs into Global Supply Chains
Efficient use of desiccant packs requires:
- Evaluating container size and cargo type to determine pack quantity.
- Selecting the right desiccant material for expected RH conditions.
- Monitoring RH indicators to validate moisture control.
- Ensuring packs are certified for international shipping compliance.
By following these protocols, companies can safeguard sensitive products, reduce shipping losses, and enhance overall supply chain reliability.
Advanced Considerations for Sensitive Cargo
Certain cargo types, such as biologics, electronics, and high-value foods, require specialized desiccant strategies:
- Biologics: Require ultra-low RH fluctuations to prevent protein degradation.
- Electronics: Sensitive to condensation and oxidation, needing desiccants with rapid moisture adsorption.
- Pharmaceutical APIs: Must comply with stability testing protocols and GMP guidelines.
Understanding the specific requirements for each product category ensures that desiccant packs deliver optimal protection while meeting regulatory expectations.
Ending Note:
Selecting an experienced and technically proficient supplier is critical. Adsorbtek Solutions Inc. provides high-performance desiccant packs for containers, designed for global logistics, with certifications including FDA, MIL Spec, RoHS, and REACH. Our packs are optimized for moisture control efficiency and reliability across multiple supply chain environments. Partnering with our best desiccant suppliers ensures consistent quality, validated technical performance, and reduced shipping risks for sensitive products worldwide.
Safeguard your container shipments with expert-grade desiccant packs. Contact Adsorbtek Solutions Inc. today for tailored solutions and technical support.
FAQs:
- What determines the effectiveness of desiccant packs for containers?
Moisture adsorption capacity, relative humidity range, material type, and pack placement influence performance.
2. How should desiccant packs be placed in shipping containers?
Position near walls, corners, and at multiple levels to maintain uniform humidity control.
3. Which desiccant materials are most effective for global supply chains?
Calcium chloride, silica gel, and molecular sieves are commonly used based on moisture and cargo requirements.
4. How is compliance ensured for desiccant packs?
Packs must meet regulatory standards like FDA, MIL Spec, RoHS, and REACH while maintaining chemical stability.
5. Can desiccant packs protect sensitive pharmaceutical and electronic products?
Yes, properly designed packs prevent condensation, hydrolysis, and oxidation, ensuring stability and product integrity.

Why Is Pharma Desiccant Packaging Essential for Moisture Control in Solid Oral Dosage Forms?
Effective moisture management is critical in the pharmaceutical industry, particularly for solid oral dosage forms. Pharma desiccant packaging plays a vital role in maintaining product integrity, preventing hydrolytic degradation, and ensuring compliance with GMP and ICH stability protocols. Selecting the right desiccant system can reduce losses, extend shelf life, and safeguard API potency during storage and transportation.
Understanding Moisture Sensitivity in Solid Oral Dosage Forms
Solid oral dosage forms, such as tablets and capsules, are highly susceptible to moisture-mediated degradation. Excess humidity can cause:
- Hydrolysis of moisture-sensitive APIs
- Caking, swelling, or deformation of tablets
- Reduced dissolution rates affecting bioavailability
Pharma desiccant packaging offers a controlled micro‑environment by absorbing residual moisture within the packaging, ensuring the product remains stable throughout its shelf life. The selection of appropriate desiccant type, size, and placement is critical for maintaining low relative humidity levels in blister cavities or bottle closures.
Over storage and transit, even small variations in relative humidity can significantly impact the active pharmaceutical ingredient’s physical and chemical stability. Proper desiccant usage helps mitigate risks associated with moisture exposure, thereby preserving efficacy under ICH Q1A long-term and accelerated storage conditions.
Key Performance Parameters for Desiccant Packaging
The effectiveness of desiccant packaging is determined by measurable parameters aligned with pharmaceutical standards:
- Water Vapor Transmission Rate (WVTR): Ensures minimal moisture ingress over the product lifecycle
- Oxygen Transmission Rate (OTR): Maintains API stability in oxidation-sensitive formulations
- Desiccant Capacity and Placement: Optimized to achieve consistent micro‑environmental control
By controlling these parameters, pharma companies align packaging design with regulatory frameworks such as USP <671> for permeability testing and ICH Q1A for stability. This supports the development of validated packaging systems that withstand both accelerated (e.g., 40°C / 75 % RH) and real-time stability conditions.
Comparing Desiccant Types for Solid Dosage Forms
Different desiccant materials offer unique advantages, depending on the formulation and packaging format:
- Silica Gel: High moisture adsorption, widely compatible with tablet and capsule packaging
- Molecular Sieves: Rapid moisture uptake, ideal for highly hygroscopic APIs
- Clay Desiccants: Cost-effective and sufficient for moderate moisture control needs
Technical evaluation of these desiccants includes testing for adsorption kinetics, compatibility with APIs, and mechanical stability. For example, a study on desiccant behavior highlights that adsorption and desorption kinetics of silica gel depend greatly on humidity history (hysteresis), which influences how desiccants should be sized and placed in packaging. MDPI
Choosing the right desiccant involves balancing capacity, chemical inertness, and cost, while also ensuring the micro‑environment remains within the design specification for stability.
Integrating Desiccants into GMP‑Compliant Packaging Workflows
For packaging engineers and quality assurance teams, integrating desiccants requires rigorous validation:
- Material Qualification: Characterize desiccant chemistry and assess impurity profile
- Process Validation: Confirm compatibility with automated filling and sealing operations
- Batch Traceability: Document lot-specific performance and ensure full traceability for audits
- Routine Testing: Perform ongoing monitoring of WVTR, OTR, and residual moisture levels
These steps ensure that the desiccant system aligns with GMP standards, supports regulatory submissions, and maintains performance consistency over time. Verification of these parameters provides confidence during audits and stability studies.
Study Highlight: Controlled Humidity via Desiccant Systems
A notable peer-reviewed study explored a desiccant system using saturated salt solutions in polymer desiccant bags to regulate the internal humidity of containers for solid dosage forms. PubMed In this work, bags made from different polymers were loaded with salts that maintain a defined equilibrium relative humidity, enabling long-term control of the internal container environment with smaller desiccant sizes. This research validates how advanced desiccant designs can maintain stable humidity levels in real pharmaceutical packaging, making them practical for tablets and capsules that are sensitive to moisture.
Case Applications in Solid Oral Pharmaceuticals
Pharma desiccant packaging is widely applied in real-world scenarios for solid dosage forms:
- Hygroscopic Tablets: Maintain active drug potency by regulating internal humidity
- Moisture-Sensitive Capsules: Prevent clumping and morphological changes during transit
- Stability-Sensitive Formulations: Combine desiccants and barrier cartons to support long-term ICH Q1A stability
These use cases show how carefully engineered desiccant systems deliver meaningful benefits:desiccants improving shelf life, reducing degradation, and ensuring patient safety.
Regulatory and Quality Assurance Implications
Proper desiccant packaging directly supports regulatory compliance:
- Documentation of desiccant fill, performance data, and stability integration
- Demonstrated efficacy under ICH Q1A accelerated and long-term protocols
- Support for GMP inspections through validated traceability and quality audits
- Alignment with pharmacopeial limits for extractable and leachable components
Manufacturers relying on robust desiccant systems can better manage risk, reduce product returns, and meet international regulatory requirements.
Closing Note:
Working with a specialized provider offers strategic advantages. Adsorbtek Solutions Inc. delivers USFDA-approved, custom pharma desiccant packaging solutions tailored for solid oral dosage forms. Our desiccants are optimized for optimal capacity, minimal residual moisture, and seamless integration into pharmaceutical workflows. As a trusted partner and pharma desiccant supplier, we collaborate with R&D, quality, and packaging engineers to validate performance, provide technical documentation, and support stability studies. Our expertise helps manufacturers confidently design moisture-controlled packaging that aligns with both regulatory requirements and product quality goals.
Get in touch with Adsorbtek Solutions Inc. to evaluate your moisture control strategy and implement validated desiccant packaging solutions for your solid oral dosage products.
FAQs:
1. Why is desiccant packaging important for solid oral dosage forms?
It maintains low humidity levels, preventing hydrolysis and physical changes in tablets and capsules.
2. What types of desiccants are used in pharma packaging?
Silica gel, molecular sieves, and clay desiccants are selected based on moisture sensitivity of the API.
3. How does desiccant packaging support GMP and ICH compliance?
It ensures controlled micro-environments, validated traceability, and alignment with stability testing protocols.
4. Can desiccant bags extend shelf life of tablets?
Yes, by reducing moisture ingress and preventing degradation, they preserve API potency and physical integrity.
5. How do manufacturers choose the right desiccant system?
Through technical evaluation of WVTR, OTR, chemical compatibility, and packaging format requirements.

How Can Molecular Sieve Unit Pak Improve Shelf Life Consistency Across Global Distribution?
Pharmaceutical and moisture-sensitive products face significant challenges during long-distance shipping. Controlled humidity is crucial to prevent degradation, hydrolysis, or reduced potency of active ingredients. Molecular sieve unit pak provides reliable moisture adsorption in varying climatic conditions, ensuring product integrity throughout global distribution channels.
Precise Moisture Adsorption for Extended Shelf Life
Humidity fluctuations during storage and transport can accelerate chemical reactions, especially in hygroscopic APIs and nutraceuticals. Molecular sieve unit packs are engineered with high-quality zeolites capable of adsorbing water molecules even at low relative humidity.
- Maintains internal container RH within safe limits
- Protects moisture-sensitive formulations, powders, and tablets
- Reduces hydrolytic degradation, extending product shelf life
By maintaining micro-environmental stability, these unit paks support consistent drug efficacy during transit and storage, aligned with USP and ICH stability requirements.
Optimized Design for Container Integration
Efficient distribution relies on consistent packaging performance. The molecular sieve unit pack is designed to fit seamlessly into bottles, drums, or bulk containers without compromising workflow.
- Compact sizing ensures even placement in container spaces
- Non-toxic, stable materials compatible with pharmaceutical packaging
- Unit-based options provide scalability for varying container volumes
This modular approach allows manufacturers to customize moisture control for different shipment sizes, guaranteeing uniform protection. The uniform design also minimizes the risk of movement during transit, preventing uneven adsorption and maintaining product integrity.
Performance Under Extreme Conditions
Global distribution exposes products to temperature and humidity extremes, from tropical heat to arid cold storage environments. Molecular sieve unit paks maintain adsorption capacity across a wide temperature range, ensuring products reach end-users in optimal condition.
- High thermal stability prevents collapse or loss of adsorption capacity
- Maintains consistent moisture control across multiple transit points
- Compatible with both automated filling lines and manual packaging
Studies on international shipments demonstrate that molecular sieve unit paks maintain internal RH below critical thresholds during multi-week sea and air transport, effectively preventing condensation and microbial growth in packaging.
Compliance With Regulatory Standards
For pharmaceutical applications, adherence to FDA, EU, and military standards is essential. Molecular sieve unit packs are manufactured under strict quality control protocols, meeting global regulatory requirements.
- U.S. FDA approved for safe use in pharmaceutical and nutraceutical packaging
- Compliant with EU regulations and RoHS standards
- Supports documentation for GMP and ICH stability protocols
Such compliance ensures that packaging solutions not only protect products but also support regulatory inspections and audits. These validations are particularly critical for biologics, probiotics, and semi-solid formulations where moisture sensitivity is high.
Integration With Automated Packaging Systems
Modern production lines require desiccants that are compatible with automated filling, capping, and sealing machinery. Molecular sieve unit paks are engineered for uniform size and mechanical stability, allowing seamless integration into high-speed workflows.
- Consistent weight and dimensions facilitate robotic placement
- Reduces downtime caused by desiccant misalignment or spillage
- Compatible with standard bottle types, drums, and bulk containers
Automation support helps manufacturers maintain productivity without compromising moisture control quality. Technical collaborations between suppliers and packaging engineers optimize canister placement, reducing manual handling and increasing line efficiency.
Performance Monitoring and Validation
Continuous validation of adsorption efficiency is critical for global shipments. Molecular sieve unit packs provide measurable performance indicators to verify moisture control.
- Laboratory-tested adsorption rates for varying RH conditions
- Saturation monitoring through periodic quality checks
- Data-supported assurance of shelf life consistency
Monitoring protocols include gravimetric testing, RH probes within shipping containers, and periodic sampling of packaged products. Documentation from these tests ensures traceable performance, reinforcing confidence in regulatory submissions and global logistics reliability.
Pharmaceutical Global Distribution
A leading pharmaceutical manufacturer recently integrated molecular sieve unit packs in their solid oral dosage shipments to multiple continents. Accelerated and real-time stability testing demonstrated that containers equipped with unit paks consistently maintained relative humidity below 5% RH over six weeks, preventing API degradation and extending shelf life.
That molecular sieve unit paks provide superior moisture control compared to standard silica gel desiccants, particularly in tropical and high-humidity environments. This highlights the importance of optimized desiccant placement and validated adsorption performance in maintaining product quality across global supply chains.
In Closing:
Selecting a reliable supplier ensures consistent quality and technical support. At Adsorbtek Solutions Inc., our molecular sieve unit packs are engineered for optimal performance in pharmaceutical, nutraceutical, and sensitive industrial applications. Our solutions provide precise moisture control while maintaining compliance with global standards. By choosing our molecular sieve pillow pak, clients receive a validated moisture control solution that enhances product longevity, supports automated packaging, and ensures safe distribution across global markets.
Contact Adsorbtek Solutions Inc. today to integrate high-performance molecular sieve unit paks into your supply chain and maintain shelf life consistency worldwide.
FAQs:
1.What is a molecular sieve unit pack used for?
It absorbs moisture in pharmaceutical and sensitive products, maintaining stability during storage and transit.
2. How does it improve shelf life across global distribution?
Controlling internal humidity prevents degradation and hydrolysis of moisture-sensitive formulations.
3. Can molecular sieve unit packs work in extreme conditions?
Yes, they maintain adsorption efficiency in high humidity and varying temperature conditions worldwide.
4. Are these unit paks compliant with regulatory standards?
Yes, they meet FDA, EU, RoHS, and GMP requirements for pharmaceutical applications.
5. Can molecular sieve unit packs integrate with automated packaging lines?
Yes, they are engineered for uniform size and stability, compatible with high-speed automated systems.
How Can Silica Gel Canister Packaging Designs Integrate With Automated Filling and Sealing Lines?
Effective moisture management is crucial in pharmaceutical logistics. Silica gel canister packaging offers controlled adsorption to protect sensitive tablets, capsules, probiotics, and nutraceuticals from humidity during storage and transport. Integration with automated filling and sealing lines enhances operational efficiency while maintaining compliance with GMP and USP <670> standards. Proper packaging not only safeguards product stability but also reduces operational delays caused by moisture-induced damage, ensuring smooth global supply chain operations.
Optimizing Canister Design for Automated Lines
Before integration, packaging design must accommodate high-speed machinery. Canister dimensions, material flexibility, and labeling must align with robotic filling systems. Key considerations include:
- Uniform canister sizes for consistent feeding and alignment.
- Smooth surfaces to prevent jamming on conveyor belts.
- Proper venting to allow controlled moisture absorption without compromising seal integrity.
- Color-coded or visually distinguishable canisters for easier automated sorting.
Designing canisters with these features reduces downtime, prevents mechanical failures, and ensures accurate dose protection during production. In large-scale operations, slight misalignment can cause jams or inconsistent moisture control; optimized canister design minimizes such risks.
Material Selection and Adsorbent Efficiency
Selecting the appropriate adsorbent is essential for performance under automated workflows. Canisters can feature:
- Cobalt-free indicating silica gel that changes color when saturated.
- Molecular sieves for enhanced water adsorption in high-humidity environments.
- Activated carbon blends to neutralize odors and maintain product stability.
- Multi-layer encapsulation to prevent dusting and maximize active surface area.
These materials must withstand high-speed handling and vibration without dusting or degradation, ensuring the adsorbent’s efficiency is preserved throughout filling, sealing, and storage processes. Research indicates that canisters using molecular sieves reduce relative humidity spikes inside containers by up to 40% in simulated warehouse conditions, improving the shelf-life of moisture-sensitive APIs. Source: Packaging Technology & Science, 2021
Automated Filling: Synchronization and Accuracy
Integrating silica gel canisters into filling lines requires precise synchronization. Systems must handle rapid placement without damaging the product or canister. Critical parameters include:
- Conveyor speed and timing for robotic insertion.
- Canister orientation sensors to ensure proper placement in bottles or containers.
- Compatibility with high-speed capping machines to maintain airtight seals.
- Adaptive line software to detect saturation indicators and route canisters accordingly.
Correct automation improves throughput and guarantees uniform moisture protection for all products. For instance, in trials with automated multi-line bottling systems, canister misplacement was reduced by 90% using orientation sensors, eliminating product spoilage and reducing operational waste.
Sealing and Packaging Integrity
Seal quality is a key factor for automated operations. Canister packaging must maintain integrity under mechanical pressure and environmental stress. Design strategies include:
- Tamper-evident lids that lock securely during robotic sealing.
- Compression-resistant outer shells that resist deformation during transport.
- Compatibility with secondary packaging, such as blister packs or bottles.
- Incorporation of moisture-indicating films to confirm seal efficacy post-automation.
Maintaining sealing integrity ensures product stability, compliance with USP <670>, and prevents exposure to external moisture. Automated sealing verification systems can further enhance quality assurance by identifying defective seals in real-time.
Real-World Applications in Pharma
Automated integration of silica gel canisters is widely applied across pharmaceuticals and nutraceuticals:
- Solid oral dosage forms like tablets and capsules.
- Probiotics and enzyme formulations are sensitive to moisture.
- Multi-component drug products require precise humidity control.
- Specialty formulations such as chewables, effervescent tablets, and high-potency APIs.
Data from recent case studies indicate that canister placement within automated bottling lines reduces relative humidity variation inside containers by up to 30%, ensuring consistent shelf life and product quality. Additionally, canisters with cobalt-free indicating gels allow operators to monitor moisture levels without opening containers, maintaining aseptic integrity.
Future-Proofing Packaging for Advanced Automation
As production lines become faster, canisters must adapt:
- Lightweight, high-strength materials reduce mechanical stress.
- Modular canister sizes allow flexible line configurations.
- Integration with sensors for real-time monitoring of saturation levels.
- Compatibility with Industry 4.0 connected manufacturing systems for predictive maintenance and moisture monitoring.
This ensures packaging remains effective in next-generation automated facilities while meeting regulatory and operational requirements. The combination of real-time monitoring and adaptive design provides both performance assurance and regulatory confidence, especially for export-focused manufacturers dealing with long-haul shipping.
In Closing:
At Adsorbtek Solutions Inc., our silica gel canister packaging solutions are designed for seamless integration with automated filling and sealing lines. Each canister undergoes rigorous validation for adsorption efficiency, mechanical integrity, and compliance with FDA 21 CFR and USP <670>. By partnering with our team, manufacturers gain access to high-performance moisture control systems, tailored to meet production demands. For additional flexibility, our silica gel pillow pak options complement canisters in large-volume or specialized shipments, ensuring complete protection against humidity for sensitive products.
Connect with Adsorbtek Solutions Inc. today to optimize your automated production lines with advanced silica gel canister solutions and achieve consistent moisture control across all your shipments.
FAQs
1. What is the main advantage of silica gel canister packaging in pharmaceuticals?
It protects moisture-sensitive products like tablets, capsules, and probiotics by maintaining controlled relative humidity inside containers.
2. How can canisters integrate with automated filling lines?
They are designed for uniform size, orientation, and stability, enabling seamless robotic placement and high-speed sealing.
3. Which materials are commonly used in silica gel canisters?
Cobalt-free indicating silica gel, molecular sieves, and activated carbon blends are used for moisture adsorption and odor control.
4. How is performance verified during production?
Moisture adsorption, saturation indicators, mechanical integrity, and automated seal checks ensure consistency and compliance with USP <670>.
5. Can silica gel canisters improve the shelf life of APIs?
Yes, by controlling internal humidity, they prevent hydrolysis and maintain stability in solid oral dosage forms throughout distribution.
Do Desiccant Bags for Cargo Packaging Minimize Hydrolysis During Transit?
Studies indicate that approximately 10% of all cargo shipments worldwide are damaged due to container rain (condensation), a phenomenon resulting from humidity and temperature fluctuations during transit. In pharmaceutical logistics, controlling moisture is critical to preserving product stability and efficacy. Desiccant bags for cargo packaging serve as a primary defense against hydrolysis and other moisture-induced degradation mechanisms in moisture-sensitive drugs, biologics, and medical devices. Their integration into packaging aligns with regulatory standards, including GDP and ICH Q1A stability guidelines.
Hydrolysis Risk in Pharmaceutical Cargo
Hydrolysis occurs when water molecules react with sensitive compounds, compromising APIs, excipients, or finished dosage forms. Key contributors include:
- Elevated ambient humidity during storage or transit
- Condensation within sealed containers due to temperature fluctuations
- Extended transit durations across variable climates
- Exposure to unconditioned storage areas during loading and unloading
Even minor moisture exposure can reduce drug potency, alter dissolution rates, and catalyze unwanted degradation reactions.
Some excipients, such as lactose, mannitol, or microcrystalline cellulose, can absorb moisture and accelerate hydrolysis of APIs in solid formulations. For biologics, hydrolysis can lead to protein denaturation, aggregation, or loss of activity, severely impacting efficacy and shelf-life.
Documented cases from logistics audits show that improper moisture control can result in 5–15% product loss over typical shipment durations if no desiccant is used.
Technical Functionality of Desiccant Bags
Desiccant bags absorb water vapor to maintain low relative humidity inside shipping containers. Selection and application require careful technical consideration.
- Material Type: Silica gel is effective at lower humidity ranges (10–50% RH). Molecular sieves are preferred under high humidity conditions (>70% RH). Activated clay works effectively under moderate humidity (40–60% RH). For highly hygroscopic compounds, molecular sieve-based desiccants provide extended protection in tropical or high-moisture transit conditions.
- Capacity Calculation: Determining desiccant quantity involves container volume, anticipated transit RH, expected duration, and sensitivity of the drug product. Formulas exist for calculating the grams of desiccant required per cubic meter of container space, factoring in temperature-induced moisture load.
- Placement Strategy: Bags should be positioned near high-risk areas such as corners, pallet tops, and around moisture-sensitive product units. In multi-layered pallets or bulk shipments, desiccants distributed evenly across layers ensure uniform moisture absorption.
- Material Compatibility: Regulatory-grade desiccants must be inert, non-toxic, and compatible with drug surfaces and packaging films. Food-grade or pharmaceutical-grade silica gel is preferred for oral solid dosage forms, while moisture-sensitive biologics require desiccants that do not introduce particulate contamination.
Packaging design also impacts desiccant effectiveness. Containers with high water vapor transmission rates (WVTR) or improperly sealed cartons can compromise moisture protection. Proper desiccant selection and placement are essential for optimal results.
Performance Validation and Monitoring
- Colorimetric humidity indicators integrated into desiccant bags provide visual confirmation of moisture absorption. They change color when relative humidity exceeds predefined thresholds, for example, 60% RH.
- RH data loggers can continuously record environmental conditions during transit, providing audit-ready evidence of moisture control. These data support GDP compliance and regulatory inspections.
- Studies show that silica gel-based desiccants in blister packs can reduce moisture-induced degradation by over 80% over 12 months at 25°C/60% RH. Similar research indicates molecular sieves reduce hydrolysis in highly hygroscopic APIs by up to 90% over six months under tropical conditions.
Using these monitoring tools allows proactive intervention if moisture levels rise unexpectedly, helping avoid batch rejection, recalls, or stability failures.
Integration with Pharmaceutical Packaging Systems
Desiccant bags function optimally when combined with other protective measures:
- Primary and secondary packaging films with defined WVTR (Water Vapor Transmission Rate)
- Sealed unit dose or blister packs to minimize moisture ingress
- Temperature-controlled containers for biologics and highly sensitive compounds
- Shock-absorbent or barrier pallets to reduce mechanical stress and potential micro-leakage
Combining these approaches with desiccants ensures a multi-layered moisture protection system. For highly moisture-sensitive biologics or lyophilized formulations, integration is critical for maintaining stability during long-haul shipments and cross-border logistics.
Pharmaceutical companies increasingly incorporate moisture-mapping studies into container qualification to determine optimal desiccant placement and capacity, further reducing hydrolysis risk.
Regulatory Alignment and Quality Assurance
Pharmaceutical logistics is tightly regulated, and moisture control measures must comply with established guidelines:
- ICH Q1A outlines stability testing requirements and acceptable humidity ranges for APIs and finished products.
- GDP mandates that all shipping and storage conditions be controlled, monitored, and documented.
- USP and EP standards specify material compatibility, moisture limits, and testing protocols for pharmaceutical packaging.
Proper use of desiccant bags, validated via adsorption isotherms and container RH mapping, demonstrates compliance and ensures product quality. Detailed records are critical during inspections and support product release decisions by QA and QC teams.
Case Studies
Ending Note:
At Adsorbtek Solutions Inc., we provide high-performance desiccant bags for cargo packaging engineered to safeguard moisture-sensitive pharmaceuticals throughout transit. Our scientifically validated solutions meet regulatory requirements and integrate seamlessly with standard pharma packaging systems. By preventing hydrolysis and maintaining API integrity, our products help companies reduce product loss, maintain batch quality, and support compliance. For companies seeking a trusted moisture absorber for shipping in the USA, Adsorbtek Solutions Inc. delivers performance-driven, industry-aligned solutions.
Contact us to implement precise moisture control and ensure the stability of your pharmaceutical shipments across the supply chain.
FAQs:
1. What are desiccant bags for cargo packaging?
Desiccant bags are moisture-absorbing inserts that reduce humidity in shipping containers to prevent product degradation.
2. How do desiccant bags prevent hydrolysis in pharmaceuticals?
They absorb water vapor, maintaining low relative humidity and protecting APIs and formulations from hydrolytic reactions.
3. Which materials are commonly used in desiccant bags?
Silica gel, molecular sieves, and activated clay are widely used, each suited for specific humidity conditions.
4. Can desiccant bags be used with biologics?
Yes, properly selected desiccants help protect moisture-sensitive biologics from denaturation, aggregation, or activity loss during transit.
5. How is the performance of desiccant bags monitored?
Color-changing indicators and RH data loggers track humidity levels to ensure consistent moisture control during transport.
How Cargo Moisture Control Packaging Helps Companies Prevent Shipping Losses
Maintaining the integrity of pharmaceutical shipments is a critical operational priority. Exposure to elevated relative humidity can compromise active pharmaceutical ingredients, reduce shelf life, and affect dosage form performance. Moisture control products stabilize micro-environmental conditions inside containers and secondary packaging. By controlling humidity, they prevent hydrolysis in sensitive APIs, maintain dosage consistency, and ensure compliance with GMP, FDA, and EMA standards.
Key Humidity Risks in Pharmaceutical Shipping
Global shipments often cross multiple climate zones, resulting in temperature swings and condensation inside containers. Key risks include:
- Swelling, sticking, or loss of friability in solid oral dosage forms.
- Changes in viscosity or phase separation in semi-solid formulations.
- Aggregation or reduced potency in biologics.
Even short-term exposure to high relative humidity can accelerate degradation pathways, particularly hydrolysis in moisture-sensitive APIs. Liquid formulations and lyophilized powders are highly susceptible to condensation, which may trigger chemical instability or microbial contamination if packaging integrity is compromised.
Monitoring and mitigating these risks is essential for quality control teams and packaging engineers to meet ICH Q1A stability protocols.
Advanced monitoring tools, such as data loggers and wireless RH sensors, can track conditions throughout the shipping process. These technologies allow companies to validate shipping lanes and demonstrate compliance with GMP and regulatory standards.
High-Barrier Packaging Materials for Effective Moisture Protection
Packaging performance relies on material selection tailored to product sensitivity:
- Laminated aluminum tubes and multi-layer composite films provide high barrier properties against moisture and oxygen, verified under USP <671> permeability standards.
- High-density polyethylene liners and container coatings reduce water vapor transmission rates.
- Proper combination of primary and secondary packaging ensures products remain within validated environmental limits during storage and transit.
Barrier materials also support high-speed filling lines without compromising seal integrity or product sterility. In ophthalmic gels and semi-solid ointments, low-permeability tubes prevent oxidation and maintain viscosity, preserving both quality and regulatory compliance.
By selecting materials based on WVTR (Water Vapor Transmission Rate) and OTR (Oxygen Transmission Rate) data, packaging engineers can optimize protection for each formulation type.
Selecting the Right Desiccant Systems for Cargo
Desiccant selection is critical in pharmaceutical logistics:
- Silica gel: Maintains mid-range RH, suitable for tablets and blister packs.
- Molecular sieves: Low RH adsorption, ideal for highly sensitive APIs and biologics.
- Clay-based desiccants: Cost-efficient protection for less sensitive formulations or shorter shipment durations.
Each desiccant must be validated through controlled studies, measuring adsorption capacity, breakthrough curves, and compatibility with container materials. For example, molecular sieves are often chosen for hygroscopic APIs that require near-zero moisture environments, while silica gel is preferred for solid oral dosage forms with moderate sensitivity.
Case studies show that correctly selected desiccants can reduce moisture-induced product degradation by up to 40% over standard shipping cycles.
Desiccant placement within packaging is also crucial. Sachets may be positioned within blister cavities, bottle closures, or container headspaces, depending on the dosage form. Canisters and coils are used for larger containers to provide uniform moisture adsorption throughout the cargo.
Practical Applications of Moisture Control in Pharma Cargo
Certain dosage forms require specialized solutions. Ophthalmic gels and semi-solid formulations demand low-permeability laminate tubes combined with desiccant sachets to prevent oxidative degradation and viscosity changes.
In solid oral dosage forms, silica gel or molecular sieves are placed inside bottle closures or blister cavities to maintain controlled RH levels, mitigating hydrolysis and preserving potency throughout ICH stability testing periods.
Pharmaceutical companies shipping products internationally must also consider transit duration, storage conditions, and container type. Multi-modal shipments, combining sea, road, and air transport, expose cargo to fluctuating temperature and humidity conditions. Advanced packaging designs, including laminated films with integrated desiccants, ensure that products remain stable regardless of transit complexity.
Compliance and Documentation for Shipping Integrity
Regulatory compliance requires documentation of all moisture control measures, including:
- Container qualification and desiccant validation
- Environmental monitoring protocols using data loggers
- Evidence of GMP adherence
Maintaining detailed records of desiccant placement, quantity, and observed environmental conditions during shipment supports audits and regulatory inspections.
Demonstrating adherence to ICH Q1A stability testing and USP <671> standards not only protects product quality but also strengthens confidence among supply chain partners. Documented compliance also mitigates the risk of shipment delays, product recalls, and financial losses.
Final Look:
Effective cargo moisture control packaging in the USA reduces degradation, ensures regulatory compliance, and prevents costly shipment losses. At Adsorbtek Solutions Inc., we deliver tailored solutions designed for pharmaceutical applications. Our desiccants, high-barrier packaging materials, and validated container systems maintain product integrity from production to end-use. By leveraging our expertise, pharmaceutical companies can secure their supply chains and ensure consistent product quality. Our solutions are validated against industry standards and designed to integrate seamlessly into existing packaging workflows. Through careful selection of desiccants and barrier materials, we help clients minimize product risk, extend shelf life, and meet regulatory expectations for global distribution.
Contact Adsorbtek Solutions Inc. to implement advanced moisture management solutions in your shipping operations.
FAQs:
Q1: What is cargo moisture control packaging?
It is specialized packaging designed to maintain controlled humidity and protect pharmaceutical shipments.
Q2: Why are moisture control products important in pharma shipping?
They prevent degradation of APIs, maintain potency, and ensure compliance with regulatory standards.
Q3: How do desiccants work in shipping containers?
Desiccants absorb moisture in the container, stabilizing relative humidity to protect sensitive formulations.
Q4: Which packaging materials provide high moisture protection?
Laminated aluminum tubes, multi-layer films, and high-density liners offer low permeability and robust protection.
Q5: How can companies ensure compliance with moisture control standards?
By validating packaging systems, monitoring conditions, and adhering to GMP, ICH, and USP guidelines.

Why Are Molecular Sieve Unit Paks Critical in High-Value Pharma Exports?
Studies report that the global molecular sieve desiccants market was valued at about USD 3.68 billion in 2024 driven strongly by pharmaceutical demand for precise moisture control. Pharmaceutical shipments with moisture-sensitive formulations require exacting protection. A molecular sieve unit pak provides ultra-low relative humidity environments that suppress hydrolysis, oxidation, and microbial growth. These packs are engineered to meet GMP packaging compliance under FDA and EMA guidelines. For high-value exports of biologics, peptides, or sterile creams, molecular sieve systems are not optional but essential for maintaining API potency and product safety during transport.
Controlled Adsorption Performance in Pharma Packaging
Molecular sieves outperform traditional desiccants due to their crystalline pore structure. By selectively adsorbing water molecules at very low relative humidity levels, they maintain conditions below 10% RH inside packaging.
Performance studies have demonstrated that molecular sieves can reduce moisture uptake by 40% compared with silica gel under accelerated stability conditions. This consistency makes them suitable for antibiotics, peptides, effervescent formulations, and other APIs where hydrolysis risk is high.
Unlike bulk silica or clay-based desiccants, molecular sieves maintain adsorption efficiency even at elevated temperatures. This characteristic is particularly important during long-distance transport through tropical or high-humidity regions, where standard desiccants can lose effectiveness. For products requiring strict shelf-life stability, molecular sieves create a controlled environment that significantly lowers out-of-specification risks.
GMP Relevance in Export Packaging Systems
Good Manufacturing Practice (GMP) requirements extend beyond drug formulation into packaging integrity. For desiccant integration, compliance includes:
- Cleanroom-grade production of unit paks to minimize particulate risk.
- Complete batch traceability from raw molecular sieve material to finished product.
- Validated adsorption profiles documented in ICH stability studies.
- Compatibility testing with APIs and excipients to ensure no extractables or leachables.
These measures reduce the possibility of deviations during audits and inspections. With international regulators focusing on packaging as part of product quality, the use of compliant desiccants has become a critical step for global exports. GMP alignment demonstrates that the entire packaging system, not just the drug substance, has been designed with product safety and compliance in mind.
Addressing Hydrolysis in High-Value APIs
Hydrolysis is a major degradation pathway for sensitive molecules. Even trace levels of moisture can destabilize proteins, nucleotides, and small molecules, reducing potency and bioavailability. Molecular sieves adsorb water vapor to below detectable levels, effectively suppressing hydrolytic breakdown.
Export data on monoclonal antibody vials showed that shipments packaged with molecular sieve desiccants retained stability for 12 months longer compared with controls lacking sorbents. This performance reinforces their role in safeguarding multimillion-dollar exports.
For injectable therapies and biologics, where cold-chain logistics already pose challenges, desiccant systems create a second layer of protection. The stability gained during extended transport not only improves patient safety but also reduces financial losses from rejected batches at receiving facilities.
Integration into Export Logistics
Pharmaceutical exporters require solutions that integrate seamlessly into operational workflows. Molecular sieve unit paks are compact, dust-free, and FDA-cleared for indirect product contact, making them suitable for secondary and tertiary packaging.
Key operational benefits include:
- Space-efficient design that does not reduce shipment payload.
- Low-dust construction prevents contamination during handling.
- Performance validated across ICH climate zones I–IV, ensuring global reliability.
Unit paks can be used across multiple container types, including blister cartons, bulk drums, and sealed shipping crates. Their lightweight format ensures minimal impact on freight costs while still delivering robust protection. By reducing variability across different export routes and climates, molecular sieves simplify logistics planning for pharma companies shipping to multiple global markets.
Alignment with Global Regulatory Frameworks
Both the FDA and EMA emphasize packaging systems that preserve stability during transit. Molecular sieve desiccants, supported by validation data, form part of the container-closure system documentation required for regulatory approval.
Supporting data typically includes adsorption isotherms, accelerated aging studies, and compliance with USP <671> for packaging performance. Their established acceptance in regulatory submissions positions them as trusted components in pharma exports.
For exporters targeting multiple jurisdictions, using molecular sieve unit paks reduces the burden of revalidating packaging systems for each region. Their acceptance in regulatory filings accelerates market release timelines and strengthens confidence during inspections.
In The End:
High-value pharmaceuticals require packaging systems that eliminate degradation risks. Molecular sieves, with validated moisture adsorption, GMP-oriented production, and regulatory acceptance, deliver this assurance. Beyond bulk shipments, the same performance extends to smaller pack sizes, such as the molecular sieve pillow pak in the USA, designed for use in cartons and vials. At Adsorbtek Solutions Inc., we engineer molecular sieve desiccant solutions that align with GMP and international export standards. Our expertise ensures reliable protection of pharmaceutical products against hydrolysis, oxidation, and transit-related instability.
Contact us today to explore how our molecular sieve solutions can secure your high-value pharmaceutical exports.
FAQs:
Q1. What makes molecular sieve unit paks suitable for pharma exports?
They maintain ultra-low humidity, protect APIs from hydrolysis, and meet GMP packaging requirements.
Q2. How do molecular sieves differ from silica gel in pharma packaging?
Molecular sieves adsorb moisture at lower relative humidity levels, making them more reliable for sensitive APIs.
Q3. Can molecular sieve unit paks be used in cold chain logistics?
Yes, they remain effective at low temperatures and complement cold storage by controlling micro-level moisture.
Q4. Do molecular sieve desiccants meet global regulatory requirements?
Yes, they comply with FDA, EMA, and USP standards for pharmaceutical packaging and stability.
Q5. Where are molecular sieve unit paks applied in pharma exports?
They are used in blister cartons, vials, bulk drums, and sealed shipping containers.

How Can Laminated Tubes for Pharma Be Customized for GMP Packaging Compliance?
Studies show that the medical packaging laminated tubes market is projected to reach USD 2.5 billion by 2025, expanding at nearly 6–7% CAGR through 2033 , with pharmaceutical applications driving much of this growth due to GMP packaging demands. Maintaining drug stability during storage and distribution depends heavily on primary packaging systems. Among these, laminated tubes for pharma provide a proven solution for semi-solid formulations, dermatological creams, and oral gels where both barrier integrity and GMP compliance are critical. Their multilayer structure, combining polymers with aluminum or EVOH layers, offers strong resistance to oxygen ingress, moisture migration, and microbial contamination, which are high-risk factors for product degradation.
Pharmaceutical companies require packaging that is both functional and fully compliant with GMP standards. This means customization in design, material selection, and manufacturing controls to preserve product stability while ensuring regulatory readiness.
Structural Design with Barrier Adaptability
Laminated tubes are built using multiple layers, each layer serving a distinct role. The outer polymer provides rigidity and printable surface area. The barrier layer, often aluminum foil or EVOH, delivers low permeability to gases and water vapor. The innermost contact layer must comply with pharmacopeial standards, ensuring compatibility with APIs and excipients.
Design adjustments in laminate thickness, seal integrity, and barrier selection can be tailored to the sensitivity of the formulation. For moisture-sensitive drugs, studies confirm that barrier-optimized laminated tubes achieve up to 60% lower water vapor transmission compared to monolayer polymers, significantly reducing hydrolysis risks.
GMP-Oriented Production Controls
Customization extends beyond structure into the production process. To align with GMP, laminated tube manufacturing integrates:
- Controlled environments to minimize microbial and particulate contamination.
- Validated sealing and crimping processes that ensure consistent tube integrity.
- Material traceability linking resin, foil, and additives with batch records.
- Stability protocols conducted under ICH climatic zone conditions to confirm long-term integrity.
These GMP-aligned practices turn laminated tubes into validated packaging systems suitable for regulated markets rather than generic containers.
Compatibility Testing with APIs
Drug packaging interaction remains a focal point of GMP compliance. Laminated tubes must undergo extractables and leachables testing to confirm that packaging materials do not compromise product purity. The choice of inner polymer layers, whether low-density polyethylene or advanced co-extrusions, must be based on non-reactivity with APIs.
For instance, in corticosteroid formulations, tubes manufactured without compatibility testing have shown migration of additives, leading to drug degradation. GMP-driven laminated tubes, validated with pharmaceutical-grade polymers, mitigate this risk and ensure chemical stability.
Custom Features for Pharma Operations
Pharmaceutical packaging engineers often demand additional functionality to meet both GMP and operational requirements. Examples include:
- Tamper-evident closures that enhance regulatory compliance and patient safety.
- Child-resistant features are designed in line with safety regulations.
- Serialization and coding are embedded in the laminate surface for full track-and-trace support.
- Metered dispensing systems that deliver dose consistency while minimizing contamination after opening.
Each of these features is validated within GMP frameworks, ensuring they do not compromise barrier performance or drug stability.
Validation and Documentation Aligned with GMP
Every customization must be supported by documented validation to meet regulatory scrutiny. Key protocols include:
- Oxygen and moisture transmission rate testing under accelerated conditions.
- Container closure integrity tests, such as vacuum decay and dye ingress.
- Extractables and leachables profiling in compliance with USP <1663> and <1664>.
These records build the evidence package that assures regulators and manufacturers that laminated tubes maintain GMP compliance across their lifecycle.
Closing Note:
Pharmaceutical packaging is no longer limited to containment; it is now an integral component of drug stability and compliance. Laminated tubes, when engineered and validated under GMP frameworks, provide strong barrier protection, compatibility assurance, and regulatory readiness. Beyond pharmaceuticals, the same technology enhances performance in personal care, where laminated tubes for cosmetics in the USA safeguard product shelf life. At Adsorbtek Solutions Inc., our focus is on tailoring laminated tube solutions to align with GMP packaging requirements. We collaborate with pharmaceutical partners to provide validated, compliant, and performance-driven tubes that protect both formulations and reputation.
Contact us today to explore customized laminated tube solutions designed for strict GMP compliance and pharmaceutical excellence.
FAQs:
1. What are laminated tubes used for in pharmaceuticals?
They are primary packaging systems designed for semi-solid drugs, ensuring barrier protection and GMP compliance.
2. Why are GMP requirements important for laminated tubes?
GMP ensures manufacturing consistency, product safety, and regulatory acceptance of laminated tubes for pharma packaging.
3. How do laminated tubes prevent drug degradation?
Their multilayer design blocks oxygen and moisture, reducing hydrolysis and preserving API stability.
4. Can laminated tubes be customized for specific formulations?
Yes, customization in barrier layers, closures, and dispensing features supports diverse formulation requirements.
5. What testing is required for GMP-compliant laminated tubes?
They undergo extractables and leachables studies, barrier performance testing, and closure integrity validation.

Why Is Silica Gel Pillow Pak Essential for Keeping Electronics Safe?
Electronics are sensitive devices that can easily get damaged when exposed to moisture. That is why silica gel pillow pak is essential for keeping electronic items safe. These small packs absorb moisture and prevent issues like rust, short circuits, and other water-related damage. From smartphones and cameras to circuit boards and sensors, keeping electronics dry ensures they work properly and last longer. Moisture can quietly ruin electronics even without visible signs. Devices may start malfunctioning, display errors, or lose battery life due to water in the circuits. Using silica gel pillow pak in packaging and storage helps avoid these problems and ensures devices remain fully functional until they reach the end user.
Understanding Moisture Damage in Electronics
Even a small amount of humidity can harm electronic devices. Moisture can cause metal parts to corrode, solder joints to weaken, and circuits to fail. Over time, these effects shorten the lifespan of electronics. Devices exposed to moisture can also suffer from performance issues such as lagging, freezing, or complete failure. Using silica gel pillow pak in packaging prevents these issues by keeping the environment dry.
How Silica Gel Pillow Pak Works
Silica gel is a material with many tiny holes that can absorb a large amount of water from the air. Pillow packs are small, flexible, and easy to place inside boxes, shipping containers, or storage units. These packs remove moisture from the surrounding air and maintain a dry environment. They do this safely without releasing any chemicals, making them suitable for all types of electronics, including sensitive medical devices, cameras, and precision instruments.
Key Advantages for Businesses
Businesses benefit from silica gel pillow pak in several ways. Manufacturers reduce product returns caused by water damage, while retailers face fewer complaints from damaged units on the shelf. By using these packs, companies can maintain the quality of their products, enhance customer satisfaction, and reduce losses. Small packs are cost-effective and easy to include in shipping or storage packages, providing strong protection without significant investment.
Electronics That Benefit Most
Some devices are more vulnerable to moisture than others. Smartphones, tablets, laptops, cameras, and gaming consoles need extra care during transport and storage. Industrial electronics, sensors, and medical devices also require protection. Using silica gel pillow pak inside packaging ensures these devices remain dry and functional. It is especially helpful in humid environments, during long shipping periods, or when devices are stored for extended periods.
Selecting the Right Pack
Not all pillow packs are the same. They come in different sizes and moisture absorption capacities. Choosing the right pack is crucial for effective protection. A pack that is too small may not absorb enough moisture, while a pack that is too large may be wasteful. Many suppliers provide custom solutions to ensure optimal protection for each type of device. This selection process ensures devices remain safe during transport and storage.
Storage and Handling Tips
Proper storage of silica gel pillow pak ensures it remains effective. Keep the packs in sealed containers until ready to use. Avoid exposing them to open air for long periods because they can absorb moisture prematurely. Use fresh packs for each shipment or storage cycle to guarantee maximum protection. This simple step increases the reliability of the packaging and ensures electronics remain safe.
Protection During Transport
Transportation exposes electronics to changing temperature and humidity. This can cause condensation inside packages, leading to rust or short circuits. Silica gel pillow pak helps control moisture inside packages, keeping devices dry. Using these packs during shipping ensures electronics reach customers in perfect working condition. It also reduces damage claims, protects company reputation, and lowers replacement costs.
Choosing a Reliable Supplier
Selecting the right supplier for silica gel pillow pak is critical. Reliable suppliers provide high-quality packs that meet industry standards. Poor-quality packs may fail to absorb enough moisture, leaving electronics at risk. Trusted suppliers also offer guidance on the best size and quantity for each shipment. Choosing the right partner ensures devices are protected and reduces the risk of customer complaints or product loss.
Final Words:
At Adsorbtek Solutions Inc., our combined solutions of silica gel pillow pak and activated carbon desiccant packaging in USA help maintain a dry environment for electronics during storage and shipping. Our high-quality packs prevent rust, short circuits, and other moisture-related damage. By choosing our solutions, businesses can protect devices, improve customer satisfaction, and reduce product returns.
Contact now and use reliable silica gel pillow pak and activated carbon desiccant packaging to keep electronics safe, dry, and performing at their best.
FAQs:
1. What is a silica gel pillow pak?
A silica gel pillow pak is a small moisture-absorbing pack used to keep electronics dry.
2. How does silica gel protect electronics?
It absorbs humidity, preventing rust, short circuits, and damage to sensitive electronic components.
3. Can silica gel be reused?
Yes, silica gel packs can often be reactivated by drying them in an oven to remove absorbed moisture.
4. Where should silica gel packs be placed?
They should be placed inside packaging, storage boxes, or containers with electronics to maintain dryness.
5. What is silica gel and activated carbon desiccants?
Silica gel absorbs moisture, while activated carbon removes odors and contaminants, providing extra protection.

How Does Pharma Desiccant Packaging Protect Sensitive Drugs Effectively?
Pharma desiccant packaging helps keep medicines safe from moisture. Even a little humidity can damage drugs, reduce their strength, or change their shape. Using desiccants inside packaging makes sure medicines stay effective and safe for patients. It also helps maintain quality from the factory to the user. Moisture control is especially important for sensitive drugs, which can quickly lose effectiveness if exposed to even small amounts of water.
Why Moisture is a Problem for Drugs
Moisture can harm sensitive medications in multiple ways. Tablets can swell, capsules can break, and powders can stick together. This can make doses incorrect and reduce the medicine’s effectiveness. Some drugs may even become unsafe if water triggers chemical changes. Medicines that absorb water quickly can change color, taste, or texture, making them unsuitable for use. Pharma desiccant packaging blocks water from reaching the medicine and keeps drugs stable, safe, and reliable until they are used.
How Desiccants Work
Desiccants absorb moisture inside the packaging. They trap water molecules and keep the inside of the package dry. By controlling moisture, desiccants stop chemical reactions that could damage the medicine. They also preserve the drug’s shape and make sure it remains effective over time. A properly chosen desiccant can protect medicine for months, even in challenging storage or transport conditions. Some desiccants are visible, allowing users to check their effectiveness without opening the package.
Reducing Risks During Transportation
Medicines often face temperature changes, humidity, and rough handling during transport. Pharma desiccant packaging helps protect drugs in transit by controlling moisture and preventing chemical or physical changes. Properly sealed packages with effective desiccants ensure that medicines arrive at pharmacies, hospitals, or clinics in the same condition as when they left the manufacturer.
Benefits of Proper Desiccant Packaging
Using desiccants gives several advantages:
- Keeps Medicine Strong: Protects chemical makeup so the drug works properly.
- Prevents Physical Damage: Stops swelling, clumping, or crumbling caused by moisture.
- Protects Patients: Reduces the risk of unsafe medicine or wrong dosing.
- Meets Standards: Supports storage and safety rules set by authorities.
Proper packaging also keeps medicines with sensitive formulas working effectively. This is especially important for drugs where small changes can make a big difference in their performance. Maintaining moisture control also helps extend the shelf life of medicines, reducing waste and ensuring patients receive safe and effective products.
Choosing the Right Desiccant
The choice depends on the drug, packaging, and storage conditions. Factors like temperature, package type, and shelf life matter. Testing desiccants ensures they work properly in real conditions. For example, areas with high humidity may need stronger or larger desiccants to keep medicines dry. Using too little desiccant can make it ineffective, while using too much can be costly and unnecessary. Proper selection ensures that the packaging protects the drug efficiently and economically.
Safe Storage and Handling
Even the best packaging works only if handled correctly. Store drugs in dry areas and avoid exposing them to air after opening. Following simple handling steps helps desiccants protect the medicine. Staff should be trained to handle medicines carefully. Checking humidity in storage areas also helps maintain the drug’s stability. Simple measures like sealing bottles tightly after each use and keeping them away from water sources can make a big difference in keeping medicines effective.
Using Desiccants in Quality Programs
Desiccant packaging works best when part of a quality plan. Regular checks, humidity monitoring, and testing performance keep packaging effective. Keeping records helps meet regulatory rules and prove that medicines are safe. Checking desiccants regularly also prevents issues before they affect many packages, saving money and maintaining trust. Integrating desiccant monitoring into quality control programs helps companies ensure that every batch of medicine meets the same high standards for safety and performance.
Closing Note:
At Adsorbtek Solutions Inc., our pharma desiccant packaging solutions in USA meet strict industry standards. As trusted pharma desiccant suppliers, we offer products that protect medicine stability, extend shelf life, and keep patients safe. We work closely with clients to provide solutions designed for each drug type. Each drug has unique needs, and our packaging is made to protect it effectively under different conditions.
Contact Adsorbtek Solutions Inc. today to learn how our desiccant packaging can protect your sensitive drugs and make sure they reach patients safely and at full strength.
FAQs:
Q1: What is pharma desiccant packaging?
It is specialized packaging with moisture-absorbing materials to protect sensitive drugs from humidity.
Q2: Why is moisture harmful to medicines?
Moisture can damage drugs by changing their shape, reducing potency, or making them unsafe.
Q3: What types of desiccants are used in pharma packaging?
Common types include silica gel, clay, and molecular sieves, depending on drug requirements.
Q4: How does desiccant packaging extend drug shelf life?
By absorbing moisture, it prevents chemical or physical degradation, keeping medicines effective longer.
Q5: Can desiccant packaging be used for all drug types?
It is suitable for most sensitive drugs, but selection depends on storage conditions and drug stability.

How Does Bulk Desiccant for Shipping Help Maintain Quality During Delivery?
Every year, companies lose millions due to moisture damage during transit. From rusted machinery to spoiled food, hidden humidity quietly erodes the value of their cargo. One simple yet highly effective solution is the use of bulk desiccant for shipping. These moisture-absorbing materials are widely used across many industries to protect goods from humidity-related problems during transportation.
Choosing the Right Desiccant Packaging Materials for Shipping
Freight containers, trucks, and storage units frequently experience temperature fluctuations. These changes trigger condensation, especially in closed spaces. When this happens, moisture collects on surfaces or seeps into packaging. As a result, items inside may become damp, leading to:
- Rust on metal parts
- Mold growth
- Damage to packaging
- Product spoilage
- Shortened shelf life for sensitive goods
- Discoloration of materials like leather
- Malfunction or short-circuiting of electronics
Some items are sensitive to moisture. For example, electronics can short-circuit, leather can discolor, and food items may spoil quickly. These problems not only affect the product but can also lead to returns, financial losses, and customer complaints. This is why keeping cargo dry during transit is so important.
Understanding the Role of Desiccants in Logistics
Desiccants are materials that pull in and hold moisture from the surrounding air. When used in bulk for shipping, they create a dry space inside packages or cargo containers. This keeps humidity low and protects goods from rust, mold, and weakening of boxes or wrapping.
There are several kinds of desiccants used in shipping. Silica gel, clay, and calcium chloride are some common ones. Each has different strengths depending on how much moisture it can hold and how long it lasts. Some are better for closed packages, while others work well for full shipping containers.
Using the right type of desiccant helps companies maintain product quality, reduce shipping-related damage, and avoid customer dissatisfaction.
Ideal Cargo Types That Benefit from Moisture Protection
Some products are more likely to get damaged by moisture than others. Using desiccants helps protect items such as:
- Metal parts and tools: Can rust or corrode if exposed to moisture
- Leather items: May stain or lose shape if damp
- Medicines and health products: Require controlled humidity to remain effective
- Electronics: Water vapor can damage internal parts and cause failure
- Clothing and textiles: Can grow mildew or develop unpleasant smells
By using bulk desiccants, businesses protect these items during shipping. This keeps the product safe and helps maintain the company’s reputation for quality.
Choosing the Right Quantity and Placement
To get the most from desiccants, it’s important to use the correct amount and place them properly. Too little won’t provide enough protection, while too much can increase costs.
Factors influencing how much desiccant is needed include shipment size, transit duration, type of cargo, and how well the container is sealed. Placement is also key. Desiccants should be spread inside the container or placed near areas most likely to collect moisture.
Some desiccants can be hung inside containers, while others are placed directly inside boxes. Choosing the right setup improves efficiency and reduces the risk of damage.
Benefits Beyond Product Preservation
Moisture control does more than protect products. It also improves the overall shipping experience. When items arrive dry and undamaged, customers are more likely to be satisfied and return for future purchases.
Shipping delays and complaints cost businesses time and money. Moisture damage often means products must be replaced or refunded. Using desiccants reduces these issues and increases delivery success rates.
In large-scale operations, this can significantly impact profit margins. A small step like adding desiccants helps avoid bigger problems later.
How Bulk Solutions Improve Efficiency
For companies handling large shipments, bulk desiccants simplify the process. Instead of placing many small packets, a few large units can do the job. This saves time and keeps the packaging process organized.
It also lowers the risk of loose packets spilling or getting lost. In large warehouses, this efficiency helps workers move faster, reduces errors, and keeps the packaging line smooth.
Bulk desiccants are also easy to store and manage. They take up less space than thousands of smaller packets and are quicker to deploy during packaging.
Closing Note:
At Adsorbtek Solutions Inc., we help you protect what matters most. Our advanced desiccant packaging materials in USA are designed for real shipping conditions. Whether your goods are crossing states or oceans, our moisture-control solutions help reduce spoilage and keep your shipments safe.
Our team works with you to understand your shipping needs. We then recommend the right product and setup for your cargo. Whether you need protection for metal tools, electronics, food items, or sensitive devices, we have moisture-control options that meet those demands.
Every shipment matters, and we support your business with tested, reliable products and deep industry knowledge. Our goal is to help you lower losses, improve customer satisfaction, and strengthen your delivery process.
FAQs:
1. What is a bulk desiccant for shipping?
Bulk desiccants are materials that absorb moisture to keep products dry during transit.
2. Why is moisture control important in shipping?
It prevents damage like rust, mold, and spoilage, ensuring products arrive in good condition.
3. Which products need desiccants during delivery?
Electronics, textiles, leather, metals, and medicines often require moisture protection during transport.
4. How much desiccant should I use in a shipment?
The right amount depends on cargo type, packaging size, and expected transit time.
5. Where should desiccants be placed in packaging?
They should be spread evenly or placed near moisture-sensitive areas for best results.

How Pharmaceutical Packaging Solutions Help Improve Product Shelf Life
Every year, millions of dollars in medicines are lost due to weak packaging. Exposure to air, moisture, or light can reduce potency and shorten shelf life. Pharmaceutical packaging solutions from trusted suppliers stop these risks and keep medicines safe. With modern tools and techniques from pharma packaging suppliers, these issues can be managed from the moment a product is packed until it reaches the end user. It helps protect the contents from the outside environment. It also makes sure that the drug remains strong, clean, and ready for use during storage and delivery.
How Pharma Packaging Suppliers Protect Medicines
Most medicines contain ingredients that react to moisture, air, or light. Even a small amount of exposure can change their structure. This can make the drug less safe or not work as it should.
By using packaging that limits air and blocks light, companies can keep their products stable. These packaging methods help maintain the quality and safety of the product until the point of use.
Each type of drug needs a different kind of barrier. Some need protection from moisture, others from heat or air. The better the packaging matches the product’s needs, the longer the medicine stays effective.
Why Container Material Choice Matters
The material used in a package matters as much as the design. For example, tablets and capsules often absorb moisture from the air. If not sealed well, they may break down or lose strength.
Using the right container helps solve this. Common materials include:
- Glass: strong barrier against moisture and air
- Plastics: durable and lightweight with protective properties
- Foil layers: effective in blocking air and water
- Tablets and capsules: need tight sealing to avoid breakdown or loss of strength
- Liquids and injectables: often require advanced containers for extra safety
- Tested barrier materials: measured for how much gas or moisture they let through
Choosing the right option helps keep products fresh and reduces the chance of damage.
Moisture Control: A Core Focus Area
Moisture is one of the most common causes of product damage. Some medicines break down fast when they absorb water from the air. This change in structure can make them weak or even unsafe.
To fix this issue, packaging often includes desiccants. These are moisture-absorbing packets placed inside bottles or blister packs. They help keep the air inside dry and protect the contents.
Other times, barrier films or layered materials are used. These materials stop water vapor from entering the pack. Both methods work to keep the inside dry and improve shelf life.
Protecting Light-Sensitive Formulas
Certain medicines lose their effect if exposed to light. This can happen slowly, but the damage builds over time.
Light-sensitive items are packed in containers that block light. Common tools include amber bottles, dark plastic, and foil wraps. These materials protect the product from harmful rays and help it stay effective longer.
Light-proof packaging is also helpful during transport and storage, where it is harder to control exposure. It adds a strong line of defense that supports product safety at every step.
Sealing Systems and Leak Prevention
How a package is sealed plays a big role in keeping the product safe. If a seal is weak or broken, air and moisture can get in. This can damage the medicine before it is used.
Modern sealing systems now use heat or pressure to close packages tightly. This makes sure there are no leaks and no air can get inside. These seals also stop tampering and protect the product from being changed or spoiled.
Good sealing keeps the medicine safe from its production line to its delivery point. It is one of the last but most important steps in secure packaging.
Labeling That Supports Storage Conditions
Packaging labels are not just for brand names. They give important facts that help keep the product safe.
Labels may list storage temperature, expiry date, and handling instructions. This tells users how to store the medicine in the right way. It also helps avoid damage caused by poor storage.
Clear labels help reduce user mistakes. They guide pharmacies, clinics, and patients in keeping products in good shape until use.
How Proper Packaging Reduces Waste
When packaging is weak, products spoil and must be thrown away. This creates waste and costs businesses money.
By using good packaging, more of the product stays safe until use. This cuts down on expired items and replacement costs. It also helps avoid supply problems.
Packaging that protects well can also reduce how often recalls or complaints happen. This supports a stronger supply chain and a better end-user experience.
Final Words:
At Adsorbtek Solutions Inc., we understand how much shelf life matters. That’s why we offer trusted pharmaceutical packaging solutions in the USA for products that need real protection. Our packaging shields medicines from moisture, light, and air, helping tablets, liquid drugs, and temperature-sensitive items stay safe and effective. We tailor each system to match your needs, backed by tested materials, deep expertise, and on-time service.
Protect your medicines from moisture, light, and air with Adsorbtek’s proven pharmaceutical packaging solutions. Contact us today to extend shelf life and safeguard patient trust.
FAQs:
1. Why is packaging important for medicine shelf life?
It protects the contents from moisture, light, and air, helping drugs stay effective for longer.
2. What materials are used in pharmaceutical packaging?
Common materials include glass, plastic, and foil, chosen based on the product’s needs.
3. How does moisture affect medicine quality?
Moisture can cause chemical changes in medicines, making them weak or unsafe to use.
4. Why do some medicines need light-blocking containers?
Light can break down certain ingredients, so dark containers protect against loss of strength.
5. What role do desiccants play in packaging?
Desiccants absorb moisture inside the package, helping maintain product quality during storage and shipping.
How Activated Carbon Desiccant Packaging Safeguards Moisture-Sensitive Goods
Moisture intrusion is one of the most common and underestimated threats to product stability. For industries handling pharmaceuticals, medical kits, and lab-based goods, the stakes are even higher. Even the slightest exposure to humidity can compromise efficacy, shelf life, and safety. This is where activated carbon desiccant packaging steps in as a critical barrier against contamination and product degradation.
Why Moisture Control Isn't Optional for Sensitive Goods
Moisture-sensitive items are more vulnerable than most packaged goods. Their composition—be it chemical, organic, or biological can change with minimal environmental influence. Capsules can harden, pills can crumble, and medical components can lose function. In closed packaging environments, any failure in moisture regulation leads to irreversible damage, recalls, and reputation risks.
Industries that rely on consistent air quality throughout storage and transit need solutions that not only absorb moisture but also neutralize unwanted odors and airborne pollutants. Activated carbon-based solutions fill this role efficiently.
How Activated Carbon Desiccant Outperforms Traditional Options
What sets this form of packaging apart is its dual-action capacity. While standard desiccants absorb moisture, activated carbon desiccant traps odors and volatile organic compounds (VOCs) alongside humidity. This creates a purified atmosphere within packaging, maintaining stability across long hauls and changing climates.
The fine porous structure of activated carbon provides a high surface area that captures contaminants at the molecular level. Its ability to adsorb stubborn gases and moisture makes it ideal for high-stakes applications, where one breach in integrity can cost thousands.
Built for Consistency from Production Line to Delivery
In high-volume manufacturing settings, maintaining consistency is key. Products like capsules and tablets are mass-produced, then stored and shipped globally. Throughout this process, they face fluctuating temperatures, uncontrolled environments, and prolonged packaging times.
Activated carbon desiccant packaging provides stability by continuously regulating the microclimate inside each container. Whether it’s a short supply chain or international distribution, this packaging ensures goods arrive in the same state they left the facility—untouched by moisture or odor.
Enhancing Product Integrity in the Medical and Pharma Sector
Medical test kits, diagnostics, nutraceuticals, and medical devices require packaging that goes beyond basic protection. The stakes are higher, and regulatory standards are stricter. Activated carbon offers a tested and compliant solution. It holds certifications from the U.S. FDA, EU authorities, and U.S. Pharmacopeia standards, making it suitable for use in regulated applications.
The material itself—non-toxic, fragrance-free, and stable, adds no contamination risk. It acts quietly but efficiently in the background, protecting both the product and the end user’s safety.
Packaging Features That Add Real-World Value
The outer shell of activated carbon desiccants is designed for toughness and breathability. From tear-resistant fabrics like Tyvek to anti-dust coatings and food-grade inks, every element is engineered for real-world logistics and storage. High vapor transmission rates and strong seals further enhance reliability. These features prevent leakage, breakage, and material deterioration—even during extended storage.
This makes activated carbon packaging ideal not just for shelf life, but also for compliance and brand reputation.
Prevents Cross-Contamination in Mixed Packaging Environments
In packaging setups where multiple components or materials are stored together, cross-contamination is a serious risk. Moisture can act as a carrier for odor or compound transfer between items, especially in tightly packed conditions. Activated carbon desiccant packaging eliminates this issue by locking in contaminants before they can interact with adjacent materials. This is particularly critical in kits that contain both organic and chemical elements, where maintaining isolation is essential.
Supports Long-Term Shelf Stability Without Active Cooling
Many pharmaceutical and diagnostic products require consistent conditions during storage, but active refrigeration is not always feasible—especially during transport. Activated carbon-based packaging maintains product safety without the need for energy-dependent systems. By stabilizing humidity and air composition within the sealed environment, it extends shelf life even under room-temperature storage, offering cost savings and logistics flexibility.
Closing Note:
Activated carbon pillow pak technology goes beyond simple desiccation. It controls air quality, reduces spoilage, and provides compliance-ready assurance for sensitive goods. For any business focused on product stability especially those in pharmaceuticals, diagnostics, or nutraceuticals this solution stands as a vital upgrade in packaging science. At Adsorbtek Solutions Inc., our activated carbon pillow pak is tailored for real-world challenges. Built for consistency, tested for safety, and trusted across industries, our paks deliver performance where it counts. With various sizes and strip formats available, we meet every packaging need with flexibility and precision.
Secure the integrity of your sensitive goods with Adsorbtek Solutions Inc., connect with our packaging specialists today to ensure product safety from production floor to final destination.

How the Right Aluminum Tube Packaging Suppliers Ensure Product Quality
Packaging plays a key role in how long a product lasts and how well it performs. For creams, gels, and medical formulations, it’s not just about looks—it’s about safety and shelf life. Choosing the right aluminum tube packaging suppliers can protect the content, help it perform better, and meet strict industry rules.
Blocks Light and Air That Can Harm the Product
Aluminum tubes stop light, air, and moisture from getting inside. These factors can break down the formula, change its texture, or reduce how well it works. High-quality tubes are made to prevent this, keeping the content fresh from filling to end use. The best suppliers offer tested barrier layers that lock out anything that could affect the product.
Proper protection from oxygen is key in preventing early spoilage. This layer acts as a defense system, especially for products sensitive to air exposure. Many pharmaceutical and cosmetic goods depend on this packaging feature to remain safe during their shelf life.
No Leaks, No Loss
Even small leaks can cause big problems. Trusted suppliers make sure every tube has a strong seal. Good crimping and tight closures keep the content from spilling or drying out. Tubes should also stay in shape under pressure, with even thickness that helps hold the formula inside without fail.
Tube integrity tests, like drop or squeeze resistance, are often used to ensure the structure holds under daily use. Any weakness could lead to waste or mess for the user. Consistent tube quality helps avoid such issues entirely.
Custom Fits for Every Type of Product
Not all products are the same. Thick creams need wider openings. Thin liquids need tighter controls. A skilled supplier knows this and offers options in size, shape, and tip type. The right match helps users apply the product easily and reduces waste. This improves both safety and user experience.
Suppliers with flexible design setups can offer exact specs that match a client's filling equipment and user preference. This streamlines the packaging process and avoids unnecessary delays or adjustments.
Meets All Industry Rules
Medical and personal care products must follow strict packaging laws. Good suppliers use FDA-approved inks, food-safe materials, and controlled workspaces. They also check for quality at each step. This helps make sure the packaging meets standards for health and safety, both locally and globally.
Some suppliers also work with external testing labs to further verify compliance. Having traceability in raw materials and production data gives brand owners peace of mind and supports regulatory audits.
Clean, Sharp, and Long-Lasting Prints
Brand image matters. If the label rubs off or the colors fade, trust is lost. Reliable tube suppliers offer smooth surfaces and solid printing that stays clear over time. They run checks on print quality, finish, and feel to make sure the final product looks as strong as it performs.
Print accuracy also helps with user safety. Clear instructions and warnings must remain legible for the entire product cycle. Poor print quality may confuse the user or hide key usage information.
Controls How Much Comes Out
Tubes do more than hold the product—they also control how it’s used. Quality tubes let users squeeze out the right amount without spills. This prevents waste and protects any leftover content from air and touch. Suppliers who design with this in mind help improve how the product is used every day.
This balance between design and function often comes from long-term experience in handling different viscosities and dosing needs.
Safe for Heat Sterilization
Some products go through heat treatments to stay clean. Not all packaging can handle that. Good aluminum tubes can take the heat without bending or losing shape. This makes them perfect for items that need to be sterilized before use or before being sealed.
This ability to withstand sterilization helps in pharmaceutical applications, where cleanliness is critical and the product can’t be exposed to outside elements after filling.
Coated Inside to Protect the Formula
Some active ingredients can react with metal. To stop this, good suppliers use special coatings inside the tube. These layers block any contact between the metal and the product. This helps keep the formula stable, safe, and effective until the end of its shelf life.
These coatings are tested for durability and are often matched to the specific chemical nature of the product being filled, offering targeted protection.
Final Say:
The quality of the packaging reflects the quality of the product inside. By working with the right supplier, businesses get more than just a tube—they get consistency, safety, and performance in every unit. At Adsorbtek Solutions Inc., our aluminum tubes for ointments in USA are made to meet strict standards from start to finish. We focus on protecting your product, maintaining its strength, and helping it reach the end user in perfect form. Our tubes are used across healthcare, cosmetics, and specialized packaging, and trusted for their function and quality.
Need secure, tested, and reliable aluminum tubes? Reach out to Adsorbtek Solutions Inc. today and protect what matters inside.